

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Таблица 8 |
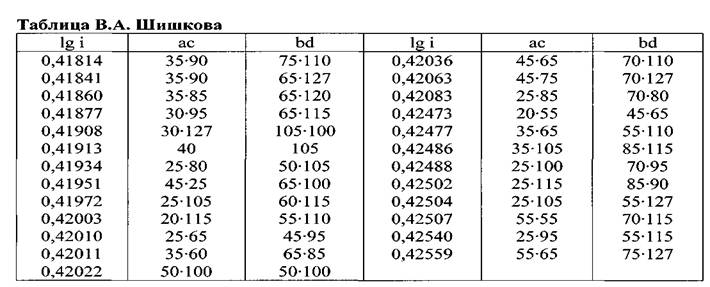
Например, для передаточного отношения
В соответствующей колонке таблиц (см. таблицу 8) находим близкое значение логарифма lg i, которому соответствуют сменные зубчатые колеса гитары с передаточным отношением
![]()
В таблице 6 даны значения передаточных отношений меньше единицы, поэтому для i>l нужно брать логарифм обратной! величины передаточного отношения:
|
Подбор чисел зубьев колес по логарифмической линейке. Край движка логарифмической линейки устанавливают против числа, соответствующего передаточному отношению. Передвижением визира находят риски, совпадающие на движке и на линейке. Риски должны соответствовать целым числам, которые дают при делении значение передаточного отношения. Затем подбирают числа зубьев сменных зубчатых колес, например, способом разложения на простые множители:
![]()
Оставив движок в полученном положении, передвигаем визир до тех пор, пока риски на движке и на линейке не совпадут. Тогда
![]()
Этот способ подбора колес при нарезании резьб применять, как правило нельзя, так как его точность обычно невысока.
Подбор чисел зубьев по таблицам . Очень часто передаточное отношение содержит дробные числители и знаменатели или множители, некратные набору колес. В этом случае удобно подбирать числа зубьев зубчатых колес по таблицам , содержащим 100 000 передаточных отношений. Заданное передаточное отношение в виде простой правильной дроби, неудобное для преобразования, нужно прежде всего обратить в десятичную дробь с шестью знаками после запятой. Если дробь неправильная, то необходимо разделить ее знаменатель на числитель, чтобы получить десятичную дробь меньше единицы. После этого в таблице находят десятичную дробь, равную полученной или ближайшую к ней, а рядом - соответствующую ей простую дробь. Получив простую дробь, далее
числа зубьев сменных колес подбирают обычным способом, например , от-
, от-
|
![]() Получили дробь, легко разлагающуюся на сомножители. Теперь, пользуясь ранее рассмотренным способом, подберем зубчатые колеса:
Получили дробь, легко разлагающуюся на сомножители. Теперь, пользуясь ранее рассмотренным способом, подберем зубчатые колеса:
Подобранныеколеса имеются в наборе для затыловочных станков. Способ Кнаппе. Этот способ основан на том, что к числителю и знаменателю дробей, близких к единице, можно прибавлять (или вычитать) равное число единиц без существенного изменения величины дроби.
Получили множитель в виде дроби 333/ззз> близкой к 1. Пользуясь сформулированным выше правилом, можно записать |
 . Разделив эту дробь, получим « -. Тогда можно записать
. Разделив эту дробь, получим « -. Тогда можно записать
Этот метод рекомендуется применять при отсутствии таблиц, специально предназначенных для подбора сменных колес. Он удобен также для подбора трех-парных гитар.
РЕЖИМЫ РЕЗАНИЯ
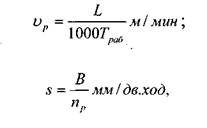
Для решения задач по определению частоты вращения, скоростей резания, двойных ходов ползунов и других связанных с ними величин приведены следующие формулы:
|

для поступательного движения
|
Глава VI
ТОКАРНО-ВИНТОРЕЗНЫЕ СТАНКИ
§ I. ОБЩИЕ СВЕДЕНИЯ
В станочном парке промышленности одно из ведущих мест занимает группа токарных станков. Несмотря на преобладающие тенденции развития специальных токарных станков и автоматов, отвечающих задачам получения наибольшей производительности при максимальной автоматизации процесса, продолжают развиваться и универсальные токарно-винторезные станки.
Токарно-винторезные станки предназначены для выполнения разнообразных работ. На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические и конические отверстия; обрабатывать торцовые поверхности; нарезать наружную и внутреннюю резьбы;
сверлить, зенкеровать и развертывать отверстия; производить отрезку, подрезку и другие операции.
Основными параметрами токарно-винторезных станков являются наибольший диаметр обрабатываемой заготовки над станиной и наибольшее расстояние между центрами, которое определяет наибольшую длину обрабатываемой детали. Кроме этих основных параметров важными размерами токарно-винторезных станков, регламентируемыми стандартами, являются наибольший диаметр обрабатываемой заготовки над суппортом, наибольшая частота вращения шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя, наибольшая высота резца. Токарно-винторезные станки выпускают с наибольшим диаметром обрабатываемой заготовки 100-1250 мм и более.
Серийный выпуск токарных станков был впервые начат на московском заводе «Красный пролетарий». Первым достаточно прогрессивным по тому времени токарно-винторезным станком с шестеренной коробкой скоростей явился станок ДИП-200, выпущенный в 1932 г. Затем эту модель модернизировали, в результате чего были созданы станки 1Д62М, 1А62, 1К62 и др. В настоящее время на заводе серийно изготовляют станок 16К20 нормальной и повышенной точности. На базе этого станка созданы специализированные токарные станки различных видов.
Токарные станки оснащают копировальными устройствами, что позволяет обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента и значительно упрощает наладку и подналадку станков. Имеются токарно-копировальные станки с двумя-тремя копировальными суппортами, на которых можно обрабатывать наружные, внутренние и торцовые поверхности. Применение в токарных станках числового программного управления дает возможность полностью автоматизировать цикл обработки на них.
Развитие токарно-винторезных станков идет по пути повышения точности, совершенствования управления, увеличения диапазона скоростей и подач, дальнейшей отработки технологической оснастки. В токарно-винторезных станках вращение заготовки является главным движением, а движение суппорта с резцом движением подачи; все остальные движения являются вспомогательными.
§ 2. ОСНОВНЫЕ УЗЛЫ ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ И ИХ НАЗНАЧЕНИЕ
Токарно-винторезные станки имеют практически однотипную компоновку, примером которой может служить станок 16К20 (рис. 44). Основными его узлами являются станина, передняя (шпиндельная) бабка, в которой могут быть размещены коробка скоростей, коробка подач, суппорт с резцедержателем и фартуком, задняя бабка.
Рис. 44. Общий вид тскарно-винтирезиого станка 16К20:
А-передняя (шпиндельная) бабка; Б - суппорт; В - задняя бабка; Г - фартук; Д-станина; Е - коробка подач; 1,4- рукоятки управления коробкой скоростей; 2 - грибок установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб; 3 - грибок управления правых и левых резьб; 5 - маховик ручного продольного перемещения суппорта; 6 - рукоятка ручного поперечного перемещения суппорта; 7 - кнопочная станция; S - кнопка включения быстрых перемещений суппорта; 9 - рукоятка включения, выключения и реверсирования продольной и поперечной подач суппорта; 10, 12 - рукоятки включения, выключения и реверсирования вращения шпинделя; 11 - рукоятка включения маточной гайки фартука; 13, 14, 15 - рукоятки управления коробкой подач.
Станина служит для монтажа всех основных узлов станка и является его основанием. Наиболее ответственной частью станины являются направляющие, по которым перемещаются каретка суппорта и задняя бабка.
Передняя бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель, вращающийся в подшипниках качения или скольжения. В корпусе передней бабки размещен также механизм коробки скоростей. Развертка коробки скоростей станка 16К20 показана на рис. 45. В некоторых, станках коробка скоростей размещена в передней тумбе станины. В этом случае коробка скоростей связана со шпинделем ременной передачей. Такие станки называются станками с разделенным приводом
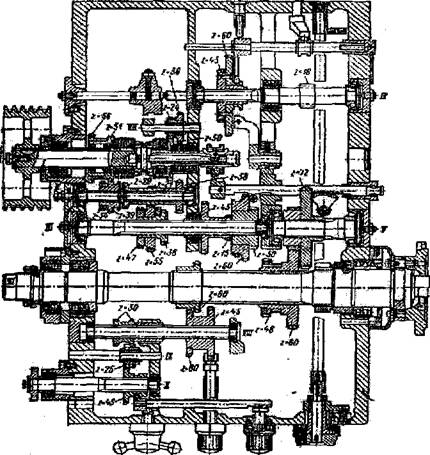
Рис. 45. Развёртки коробки скоростей станка 16К20
Задняя бабка служит для поддержания обрабатываемой детали в центрах, а также закрепления инструментов при обработке отверстий (сверл, зенкеров, разверток) и нарезания резьбы (метчиков, плашек).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
