

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Глава XXVI
ЭКСПЛУАТАЦИЯ СТАНКОВ § 1. ОБЩИЕ СВЕДЕНИЯ
Наличие в достаточном количестве различного, даже первоклассного оборудования, еще не решает задачу высокопроизводительной ритмичной работы предприятия. Кроме надлежащей организации производства исключительно важное значение имеет правильная эксплуатация оборудования.
Задачей правильной эксплуатации является получение от станка наибольшей производительности при условии обеспечения его долговечности и точности. Наибольшую производительность от станка получают в результате правильного выбора и высокого качества режущего инструмента, назначения необходимых режимов резания, правильной настройки и наладки станка.
Станки должны обеспечивать устойчивую высокопроизводительную работу во все время их эксплуатации. Требования правильной эксплуатации станков включают точное и правильное осуществление упаковки, транспортирования, установки в цехах, эксплуатации, паспортизации, ремонта и модернизации станков. Правильные упаковка и транспортирование исключают порчу и поломку станков. Соблюдение всех условий верной установки станка
способствует качественной его работе. Испытание станков необходимо обычно для проверки статической и динамической точности, проверки на мощность, жесткость и виброустойчивость станка и т. д.
Производственная эксплуатация станков включает мероприятия по чистке и смазке станков, выбору смазочно-охлаждающих жидкостей, сбору и восстановлению отработанных смазочных и обтирочных материалов и т. п. Паспорт позволяет правильно использовать станок по всем его показателям и назначению.
Своевременный и качественный ремонт оборудования является важным условием ритмичной работы предприятий. Устаревшие станки должны модернизировать, что значительно увеличивает срок использования станков до окончательного морального их износа. При эксплуатации станков большое значение имеют мероприятия по технике безопасности.
Однако главным в успешном использовании станочного оборудования является высокая общая и техническая грамотность работников заводов, занимающихся эксплуатацией станков. Для этого все рабочие должны иметь основные представления об устройстве станка, правильном уходе за станком, своевременной смазке и регулировке узлов и т. д. Знания по эксплуатации станков также необходимы инженерно-техническим работникам предприятий.
§ 2. МЕТОДЫ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ СТАНКА НА
ФУНДАМЕНТЕ
Установка станка на фундамент влияет на основные показатели его работоспособности точность обработки, сохранение точности во времени и производительность.
Наиболее распространена установка станков на фундаменты трех видов (рис. 179): 1)бетонные полы первого этажа (общая плита цеха); 2) утолщенные бетонные ленты (ленточные фундаменты); 3) специально проектируемые массивные фундаменты (индивидуальные или групповые) обычного типа (опирающиеся на естественное основание), свайные и виброизолированные (на резиновых ковриках или пружинах).
Установка станков на фундаментах (рис. 180) осуществляется: а) с креплением анкерными болтами - на клиньях с заливкой опорной поверхности станины цементным раствором или на регулируемых опорных элементах (винтовых или клиновых) без заливки; б) без крепления болтами с заливкой опорной поверхности станины цементным раствором; в) без крепления болтами и без заливки на жестких металлических регулируемых опорных элементах; г) на упругих (в частности, на резинометаллических) опорах.
Указанные виды установки станков могут быть разделены на две группы - жесткую и упругую. К жесткой группе относятся те виды установки станка на жестких (металлических) опорах е креплением или без крепления), когда фундаментом служит плита или бетонный блок, опирающиеся па естественное основание или перекрытие. К упругой группе относятся все виды установки станка на упругих опорах и те виды установки на жестких опорах, при которых фундаментом служит бетонный блок, опирающийся на упругие опорные элементы - резиновые коврики, пружины и т. п.
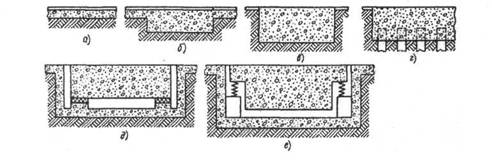
Рис. 179, Фундаменты под станки:
а - пол (общая плита); б - ленточный (сечение в плоскости, перпендикулярной оси ленты); в - обычного типа; г - свайный; д - на резиновых ковриках; е - на пружинах.
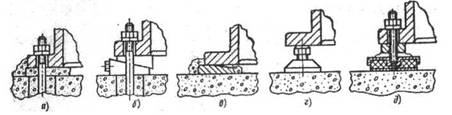
Рис. 180. Схема установки станков на фундаментах:
а, в - с заливкой опорной поверхности станины цементным раствором; б - без заливки раствором (с креплением болтами); г-на жестких регулируемых опорах; д - на резинометаллических опорах (без крепления болтами)
Общие рекомендации по установке станков разных типов на полу первого этажа приведены в табл. 11. При установке станков на перекрытиях применяют те же опорные элементы и виды крепления станков, что и при установке на полу первого этажа. Установку с креплением болтами применяют только в том случае, когда в помещении предусмотрены специальные устройства для крепления болтов (заделаны швеллеры, металлические плиты и т. п.)
§3. ИСПЫТАНИЕ СТАНКОВ И ПРОВЕРКА ИХ НА ТОЧНОСТЬ
Каждый станок после изготовления или ремонта перед эксплуатацией должен удовлетворять определенным техническим условиям. Согласно действующим общим техническим условиям приемочные испытания станков должны включать:
а) испытание станка на холостом ходу, проверку работы механизмов и
проверку паспортных данных;
б) испытание стайка в работе под нагрузкой, а специальных станков - и на
производительность;
в) проверку станка на геометрическую точность, шероховатость
поверхности и точность обрабатываемой детали;
г) испытание станка на жесткость;
д) испытание на виброустойчивость при резании.
Испытания станка должны проводить в указанной последовательности. Проверку на шероховатость обработки и точность обрабатываемой детали
допускается проводить одновременно с испытанием станка в работе и до проверки геометрической точности.
Проверка станков на точность заключается в проверке на геометрическую точность, шероховатость поверхности и точность обработки. Проверка на геометрическую точность имеет целью проверить прямолинейность направляющих, плоскостность столов; горизонтальность или вертикальность установки стоек, направляющих колонн и плит; положение и точность вращения шпинделей; параллельность или перпендикулярность осей между собой или соответствующим направляющим; погрешности ходовых винтов, делительных устройств и т. д. Геометрическая точность проверяется по стандарту для данного типа станков.
Одних геометрических проверок для станков недостаточно, так как они не учитывают (или недостаточно учитывают) жесткость деталей станка, качество их обработки и сборки, не говоря уже о - влиянии жесткости системы станок-приспособление-инструмент-деталь на точность обработки деталей. Государственными стандартами предусмотрена обязательная проверка точности станка путем обработки образца и одновременно проверка шероховатости поверхности обрабатываемой детали. Проверку следует проводить после предварительной обкатки станка вхолостую или после испытаний в работе, причем главные элементы станка должны достигнуть рабочих установившихся температур. Вид образца, его материал и характер обработки для различных станков указаны в соответствующих стандартах.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
