

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Шпиндель 5 станка вращается от электродвигателя (N = 7,8 кВт) через
150 4 тт
клиноременную передачу — , червячную передачу —, карданный вал 11 с
320 о двумя универсальными шарнирами и клиноременную передачу -— .В
результате этого притир 2 также получает вращательное движение. Вращение нижнему диску 1 передается от того же электродвигателя через вал III,
червячную передачу — и втулку 8.
При обработке плоских поверхностей сепаратору сооб-
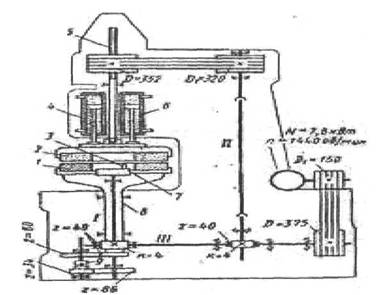
Рис. 123. Кинематическая схема пригни рочного станка 3816.
щается принудительное колебательное движение от кривошипного пальца 3. Палец 3 укреплен в шайбе 7, и его можно радиально перемещать для изменения эксцентриситета, что позволяет изменять величину колебательного движения сепаратора. Шайба 7 вращается от вала III через червячную
4 40 34 л
передачу —, цилиндрические пары —,— и вал 1.
40 80 86
При притирке цилиндрических поверхностей во избежание завала их
концов сепаратор остается во время работы неподвижным, для чего выключают муфту 9. Подвод и прижим притира 2 к обрабатываемым деталям осуществляется гидромеханизмом, работающим от шиберного насоса, который работает от отдельного электродвигателя мощностью 1 кВт (насос и электродвигатель на схеме не показаны). Гидромеханизм включает в себя гидроцилиндры 4 и 6, поршневые штоки которых соединены с патроном притира 2. Станок снабжен механизмом для автоматической остановки после окончания притирки, продолжительность которой задается.
§ 3. СТАНКИ ДЛЯ СУПЕРФИНИШИРОВАНИЯ
Суперфиниширование применяют для обработки наружных и внутренних цилиндрических поверхностей. Суперфиниширование производится абразивными брусками, совершающими колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности вращающейся детали (рис 124), Мягкие, мелкозернистые абразивные бруски во время работы прижимаются к обрабатываемой поверхности пружинами или гидравлическим устройством. При суперфинишировании в качестве смазачноохлаждающей жидкости применяют смесь керосина
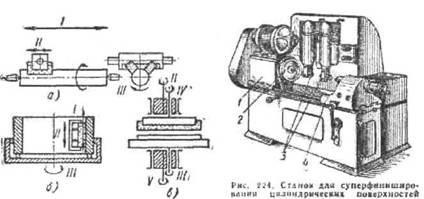
РИС. 124. Схемы движений при суперфинишировании:
а - при обработке вала; б - при обработке внутренней поверхности; в - при обработке поверхностей; I - возвратно-поступательное движение инструмента; II - колебательное движение инструмента; III - вращение детали;: IV - вращение инструмента; V - колебательное движение детали.
с маслом. Припуск на обработку не оставляют, поскольку процесс заключается в снятии гребешков, оставшихся от предыдущей обработки. Процесс снятия металла автоматически прекращается при удалении гребешков и увеличении площади соприкосновения брусков с основной поверхностью детали, когда сила прижима оказывается недостаточной для разрыва масляной пленки на поверхности детали.
На станке для суперфиниширования цилиндрических деталей колеблющимися брусками (рис. 124) деталь устанавливают в центрах между передней 1 и задней 4 бабками. Деталь получает вращение от поводкового патрона 2, как на обычном токарном станке. Абразивные бруски крепят в специальных державках 3, которые получают осевое возвратно-поступательное движение по поверхности обрабатываемой детали. Движение осуществляется с по* мощью гидропривода, служащего также для подвода
брусков к детали и легкого прижима их к его поверхности. Колебательное движение бруски получают от отдельного электродвигателя посредством
эксцентрика по специальным направляющим.
Скорость вращения детали составляет 2-20 м/мин, продольная подача 0,1 -0,15 мм/об, а количество колебательных движений брусков в минуту равно 500-1800.
Глава XX
ЗУБООБРАБАТЫБАЮЩИЕ СТАНКИ
§ 1. ОСНОВНЫЕ МЕТОДЫ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС И КЛАССИФИКАЦИЯ СТАНКОВ
В зависимости от метода образования профиля зуба нарезание цилиндрических зубчатых колес производят в основном либо методом копирования, либо методом обкатки.
Метод копирования. При нарезании методом копирования каждая впадина между зубьями на заготовке обрабатывается инструментом, имеющим форму, полностью соответствующую профилю впадины этого колеса. Инструментом в этом случае обычно являются фасонные дисковые и пальцевые фрезы. Обработку производят на фрезерных станках с применением делительных головок.
Для получения теоретически точного профиля зуба при обработке каждого зубчатого колеса с определенным числом зубьев и модулем необходимо иметь специальную фрезу. Это требует - большого числа фрез, поэтому обычно пользуются наборами из восьми дисковых фасонных фрез для каждого модуля зубьев, а для более точной обработки - набором из 15 или 26-ти фрез.
Каждая фреза набора предназначена для обработки зубчатых колес с числом зубьев в определенных пределах, но расчет ее размеров производят по наименьшему числу зубьев этого интервала, поэтому при обработке колес с большим числом зубьев фреза срезает лишний материал. Если бы расчет велся по среднему числу зубьев данного интервала, то при фрезеровании колес меньшего диаметра их зубья получились бы утолщенными, что привело бы к заклиниванию колес при работе.
Из сказанного следует, что метод нарезания зубчатых колес фасонными дисковыми и пальцевыми фрезами является недостаточно точным и, кроме того, малопроизводительным, так как много времени затрачивается на процесс деления. Поэтому этот метод применяется сравнительно редко, чаще в ремонтных цехах, а также для черновых операций. В настоящее время зубчатые колеса нарезают в основном методом обкатки.
Метод обкатки обеспечивает высокую производительность, большую точность нарезаемых колес, а также возможность нарезания колес с различным числом зубьев одного модуля одним и тем же инструментом.
При образовании профилей зубьев методом обкатки режущие кромки инструмента, перемещаясь, занимают относительно профилей зубьев колес ряд последовательных положений, взаимно обкатываясь; при этом инструмент и заготовка воспроизводят движение, соответствующее их зацеплению. Из инструментов, используемых для нарезания цилиндрических зубчатых колес методом обкатки, наибольшее распространение получили долбяки и
червячные фрезы.
Наряду с указанными методами для производства цилиндрических зубчатв1х колес применяют также следующие высокопроизводительные методы обработки: а) одновременное долбление всех впадин зубьев заготовки специальными многорезцовыми головками; в таких головках число резцов равно числу впадин на обрабатываемом колесе, а форма режущих кромок является точной копией профилей впадин зубьев; б) протягивание зубьев колес; в) образование зубьев без снятия стружки волочением или накаткой; г) холодная и горячая прокатка зубьев; д) прессование зубчатых колес (из синтетических материалов).
Разновидности зубообрабатывающих станков. Зубообрабатывающие станки можно классифицировать по следующим признакам: а) по назначению - станки для обработки цилиндрических колес с прямыми и винтовыми зубьями; станки для нарезания конических колес с прямыми и криволинейными зубьями; станки для нарезания червячных и шевронных колес, зубчатых реек; специальные зубообрабатывающие станки (зубозакругляющие, притирочные, обкаточные и др.); б) по виду обработки и инструмента - зубодолбежные, зубофрезерные, зубострогальные, зубопротяжные, зубошевинговальные, зубошлифовальные и др.; в) по точности обработки - станки для предварительного нарезания зубьев, для чистовой обработки и для доводки рабочих поверхностей зубьев.
§ 2. ЗУБОДОЛБЕЖНЫЙ СТАНОК 5В12
Принцип нарезания зубьев. Долбяк 1 (рис. 125) получает возвратно-поступательное движение (в направлении стрелки 1) - движение скорости резания и медленное вращательное движение (по стрелке III), согласованное с вращением заготовки (по стрелке II) - круговая подача. Долбяку сообщают радиальное перемещение по стрелке IV в период врезания (радиальное врезание).
При движении долбяка режущие кромки его зубьев воспроизводят в пространстве медленно вращающееся «производящее колесо» 2, в зацеплении с которым находится обрабатываемая заготовка. При каждом движении сверху вниз долбяк удаляет определенную часть металла из впадин, придавая зубьям заготовки требуемую форму. Для предотвращения трения задних поверхностей зубьев долбяка о заготовку при обратном его ходе заготовка (или долбяк) получает радиальный отвод в направлении стрелки V.
|
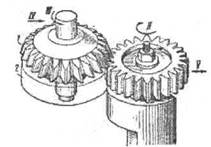
Рис. 125. Схема нарезания зубчатых колес долбяками |
Станок 5В12 (рис. 126) относится к вертикальным зубодолбежным станкам, у которых радиальное врезание долбяка производится при перемещении суппорта с долбяком, а при холостом ходе отводится стол. Станок предназначен для нарезания прямо-
зубых цилиндрических колес наружного и внутреннего зацепления, приспособлен для нарезания блоков зубчатых колес. При наличии специальных винтовых направляющих на станке можно нарезать зубчатые колеса с винтовым зубом.
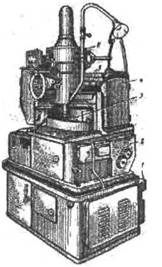
126. Общий вид зубодолбежного станка:
1 - нижняя часть станины; 2 - средняя часть станины; 3 - стол; 4 - верхняя часть станины; 5 - направляющие; 6 - шпиндельная головка.
зубых цилиндрических колес наружного и внутреннего зацепления, приспособлен для нарезания блоков зубчатых' колес. При наличии специальных винтовых направляющих на станке можно нарезать зубчатые колеса с винтовым зубом.
Характеристика станка. Наибольший диаметр обрабатываемого колеса 200 мм; наибольшая ширина нарезаемого зубчатого венца 50 мм; наибольший модуль зубьев нарезаемых стальных колес 4 мм; наибольший диаметр заготовки при нарезании зубьев внутреннего зацепления 220 мм; число двойных ходов долбяка от 200 до 600 в минуту; мощность электродвигателя главного движения 2 кВт; габаритные размеры 1320x940x1820 мм. Нарезание зубчатых колес производят по методу обкатки. Долбяк во время работы получает возвратно-поступательное движение параллельно оси заготовки (движение скорости резания) и одновременно вращается вокруг своей оси. Заготовка, укрепленная на оправке стола, во время работы совершает вращательное движение, согласованное с вращением долбяка. Согласованные вращения долбяка и заготовки отражают сложное движевие обкатки (круговую подачу). В начале резания долбяк автоматически перемещается в направлении оси заготовки (радиальная подача), пока не будет достигнута требуемая высота зуба. По окончании врезания радиальная подача прекращается и заготовка в течение полного оборота нарезается только при круговой подаче. В зависимости от величины модуля нарезаемого колеса его обработка осуществляется в один, два или три прохода. При обработке за несколько проходов процесс врезания повторяется перед каждым проходсш. При движении вниз долбяк совершает рабочий ход, снимая стружку с заготовки. Обратный ход дол-бяка является холостым. В это время стол с заготовкой отводится на небольшое расстояние от долбяка. К началу рабочего

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
