

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
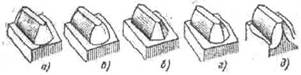
Рис. 145. Формы торцов зубьев переключаемых колес:
а - конусная; б - бочкообразная; в - вогнутая; г - выпуклая; д - частично заостренная
Для получения той или иной формы (рис. 145) используют соответствующие станки. Широкое распространение имеют станки, работающие с непрерывным делением и синхронным возвратно-поступательным движением концевой фрезы вдоль оси детали, осуществляемым от копира (рис. 146, а). В некоторых станках возвратно-поступательное движение сообщается не фрезе, а обрабатываемому колесу вдоль его оси (рис. 146, б). Имеются станки, работающие с периодическим делением на каждый зуб обрабаты-

Рис. 146. Схемы закругления торца зуба с помощью концевой фрезы, ось которой лежит в плоскости, параллельной торцу обрабатываемого зубчатого колеса
ваемого колеса при вращении и возвратно-колебательном движении концевой фрезы по радиусу вокруг зуба (рис. 146, в).
На рис. 147 показана схема закругления торцов зубьев дисковой фасонной
фрезой. По этому методу торцы зубьев получают бочкообразную форму. При работе ось дисковой фрезы расположена ■ в плоскости, параллельной торцу зубчатого колеса, и перпендикулярна радиальной плоскости. Цикл обработки одного зуба состоит из следующих движений:1 врезания в торец колеса на полную глубину закругления (участок а); обработки поверхности торца вдоль высоты зуба колеса по радиусу г, осуществляемой во время перемещения центра фрезы по дуге b быстрого отвода фрезы от обрабатываемого колеса (участок с); возврата фрезы в исходное положение по дуге d с одновременным поворотом детали для обработки следующего зуба.
Обработка торцов зубьев колес дисковой фасонной фрезой в несколько раз производительнее обработки концевой фрезой и обеспечивает хорошее качество поверхности.
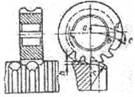
Рис. 147. Схема закругления торцов зубьев дисковой фа сонной фрезой
§11 НАКАТЫВАНИЕ ЗУБЬЕВ
Накатывание зубьев цилиндрических зубчатых колес можно производить по следующим схемам. Как показано на рис. 148, а, заготовка /прокатывается между двумя зубчатыми колесами - инструментами 2, имеющими коническую приемную часть. Инструментальным шпинделям сообщается вращательное движение, а заготовке - осевая подача. Инструментальные шпиндели уста-
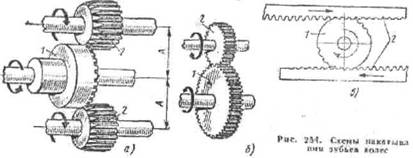
Рис148
навливают относительно заготовки на размер, равный межосевому расстоянию.
Накатывание зубьев по схеме, приведенной на рис. 148, б, происходит сразу по всей длине. Оси инструмента 2 и заготовки 1 в процессе обработки сближаются до величины заданного межосевого расстояния. На рис. 148, в показана схема накатывания зубьев на заготовке 1 с помощью инструментальных реек 2. Накатка происходит за один рабочий ход.
Мелкомодульные колеса с m < 1,5 мм накатывают в холодном состоянии, а при m > 1,5 мм - в горячем состоянии. Накатывание зубьев колес повышает долговечность зубчатых колес. Это объясняется тем, что при этом методе волокна в материале не прорезаются и поверхность зубьев получает наклеп.
Глава XTV
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
§ 1. НАЗНАЧЕНИЕ И РАЗНОВИДНОСТИ ДЕЛИТЕЛЬНЫХ
ГОЛОВОК
Делительные головки применяют при работе на консольно-фрезерных станках для установки обрабатываемой детали под требуемым углом относительно стола станка, поворота детали на определенную часть, деления окружности на нужное число частей, а также для непрерывного вращения обрабатываемой детали при фрезеровании винтовых канавок большого шага.
Различают делительные головки для непосредственного деления (делительные приспособления), оптические делительные головки и универсальные делительные головки. Универсальные делительные головки делятся на лимбовые и безлимбовые. Наиболее распространены лимбовые головки. Универсальные делительные головки могут быть использованы для простого и дифференциального деления.
Делительные головки для непосредственного деления применяют для деления на малое число частей. Они имеют корпус, в котором вращается шпиндель. На шпиндель насажен делительный диск, с помощью которого осуществляют отсчет при делении. Так как отсчет происходит непосредственно по диску, а деление производят без промежуточного механизма, то такое деление называется непосредственным. Делительные головки для непосредственного деления могут быть вертикальными и горизонтальными и предназначены для деления на 2, 3, 4, 6, 8, 12 и 24 частей. Их применяют при фрезеровании поверхностей и канавок режущих инструментов, для обработки простых деталей массового производства, имеющих грани и т, д.
§ 2. ЛИМБОВАЯ УНИВЕРСАЛЬНАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА
Периодический поворот шпинделя 9 лимбовой универсальной делительной головки (рис. 149) производят вращением рукоятки 2 через червячную передачу, расположенную внутри корпуса 5. Рукоятка 2 поворачивается на нужный угол с помощью лимба 4, который имеет несколько рядов отверстий, равномерно расположенных на концентрических окружностях. Фиксатор 3 можно вставлять в любое из этих отверстий. Заднюю бабку // применяют для работы в центрах. Деталь можно крепить также в патроне, который навертывают на резьбовой конец шпинделя.
Применяются следующие способы наладки универсальных делительных головок: для простого деления, для дифференциального деления и на нарезание винтовых канавок.
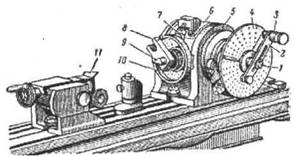
Рис. 149. Лимбовая универсальная делительная головка
1 - вал; 2 - рукоятка; 3, 7 - фиксаторы; 4 - лимб; 5 - корпус; 6 - поворотная часть; 8 - поводок; 9 - шпиндель 10 - диск непосредственного деления; 11 - задняя бабка
Способ простого деления заключается в том, что вращением рукоятки (рис. 150) поворачивают шпиндель на заданный угол. Схема наладки универсальной делительной головки на простое деление показана на рис. 151, а.
Уравнение кинематического баланса для определения числа оборотов рукоятки 2 составляется из условия, что за п оборотов рукоятки шпиндель
должен повернуться на - оборота, где z - число частей, на которое требуется разделить окружность. Расчетные перемещения
п об. рукоятки -> - об. шпинделя.
Z
Уравнение кинематического баланса п\— = - , откуда п = —
z0 z к
Для выпускаемых делительных головок число заходов червяка к = 1 и в
большинстве случаев число зубьев червячного колеса z0 =40, тогда п = —-
Рис 150. Схема лимбовой универсальной делительной головки: 1 - делительный диск; 2 - рукоятка; 3 - шпиндель делительной головки; 4 - червячное колесо (z = 40); 5 - шейки для подсадки зубчатых колес 6 - червяк (к = 1); 7 - ножка сектора |
z
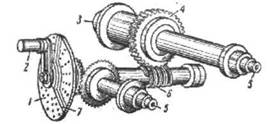
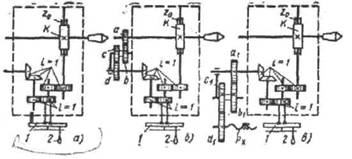
Рис. 151. Схемы настройки универсальной делительной головки
Величина, обратная передаточному отношению червячной пары, называется характеристикой делительной головки и обозначается буквой N. Следовательно,
N = z0 и п - —
Для поворота рукоятки на число оборотов, выраженное смешанным числом или дробью, головки снабжены делительными дисками - лимбами (рис. 175).
При z<N п = — = А + -z a
где А - число целых (полных) оборотов рукоятки; b - число шагов (промежутков между соседними отверстиями) ряда отверстий, на которое должна быть повернута (дополнительно к А целым оборотам) рукоятка 2 (см. рис. 151); а - число отверстий в одном из рядов отверстий делительного диска.
При простом делении делительный диск / остается неподвижным; его крепят специальной защелкой к корпусу головки.
Во избежание ошибок при сравнительно больших отсчетах делительный диск имеет раздвижной сектор, состоящий. из двух раздвижных вилок (см. рис. 152), которые служат для'фиксации определенного угла поворота.
Пример. Требуется на заготовке зубчатого колеса нарезать 37 зубьев. Число оборотов рукоятки головки
40 40 , 3 Л п- — = — _i + — об
z 37 37
Для фрезерования 37 зубьев на такой заготовке нужно взять диск, на котором имеется делительный круг с 37 отверстиями. Рукоятку устанавливают против ряда в 37 отверстий и после фрезерования каждой впадины поворачивают на один полный оборот и три отверстия. Для деления удобно пользоваться раздвижным сектором.
Настройку сектора производят в следующем порядке: с помощью отвертки освобождают винт» скрепляющий ножки сектора
|
|
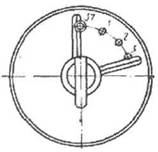
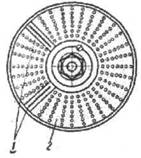
Рис. 152. Делительный
диск(лимб) с раздвижным
сектором
1 - раздвижные ножки сектора; 2 - делительный диск
Рис. 153. Пример отсчета с помощью раздвижным сектора
раздвигают ножки сектора так, чтобы между ними было три отверстия и одно отверстие, занимаемое штифтом рукоятки, а затем винт закрепляют. Во избежание ошибки отсчет необходимо производить, как указано на рис. 153. После каждого деления ножки сектора передвигают до упора в штифт рукоятки, В отверстии сектора имеется пружинка, которая удерживает ножки от произвольного смещения во время деления.
Способ дифференциального деления применяют в тех случаях, когда простое деление осуществить невозможно, т. е. когда нельзя подобрать диск с нужным для простого деления числом отверстий.
Метод дифференциального деления заключается в следующем. Требуемый поворот шпинделя делительной головки получается как совокупность двух поворотов: поворота рукоятки 2 (см. рис. 151, б) относительно делительного диска 1 и поворота самого делительного диска, которому это движение сообщается принудительно от шпинделя делительной головки через сменные

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
