

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Накопительные устройства. Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков автоматической линии, ее разделяют на отдельные участки, каждый из которых при остановке других может работать самостоятельно. Чтобы каждый участок линии мог работать независимо от других, перед началом каждого из участков создают межоперационные заделы деталей. Для приема, хранения и выдачи деталей из межоперационных заделов на линиях применяют специальные автоматические накопители. Накопительные устройства делятся на два вида: транзитные (проходные) и тупиковые. Транзитные накопители устроены так, что детали перемещаются в них при нормальной работе линии, т. е. для выдачи из накопителя одной детали необходимо перемещать все детали, находящиеся в нем. Тупиковые накопители сконструированы так, что при бесперебойной работе двух смежных участков линии поток деталей с предыдущего участка поступает на последующий, минуя накопитель. Накопитель включается в работу только в случае остановки предыдущего участка линии.
Система управления автоматическими линиями. Для последовательной работы всех механизмов автоматических линий применяется комплекс автоматического управления, включающий: а) систему управления всеми движениями и очередностью работы основных и вспомогательных
механизмов; б) систему блокирования, обеспечивающую безаварийность работы машин, механизмов и инструментов; в) систему регулирования, служащую для подналадки станков и инструментов; г) систему контроля, служащую для контроля размеров обрабатываемых деталей; д) систему сигнализации, облегчающую обслуживание линии.
В перечисленных системах автоматического управления применяют электрические, гидравлические и пневматические устройства связи. Устройства связи (цепи управления), в свою очередь, подразделяются на внешние, внутренние, промежуточные и вспомогательные.
Внешние связи управления обеспечивают согласованную работу нескольких независимых друг от друга участков автоматической линии. Промежуточные связи обеспечивают согласованную работу отдельных станков какого-либо участка. Внутренние связи представляют собой цепи управления, обеспечивающие последовательную работу отдельных механизмов станков, входящих в автоматическую линию. Вспомогательные связи управляют последовательностью фаз работы отдельных агрегатов с другими системами управления. Внешние и вспомогательные связи почти всегда бывают электрическими, а промежуточные - комбинированными (электромеханическими, электрогидравлическими или электро-пневматичеекими). Внутренние связи выполняются различными устройствами: механическими, электрическими, пневматическими, гидравлическими или комбинированными.
На автоматических линиях применяют различные системы управления последовательностью фаз работы основных и вспомогательных агрегатов (централизованные, децентрализованные и смешанные), которые выбирают в зависимости от назначения и со - става оборудования, размера линии, а также длительности цикла ее работы.
Удаление стружки, В автоматических линиях применяют следующие способы удаления стружки: механический - с помощью скребков, щеток, шнеков и т. п.; гравитационный, когда стружка подается на наклонную плоскость и скатывается в специальной стружкосборник; смывание стружки струей жидкости; сдувание стружки сжатым воздухом; с помощью электромагнитов.
Снабжение автоматических линий смазочно-охлаждающими жидкостями может осуществляться несколькими способами: а) централизованным от общезаводской системы; б) от специально изготовленной для данной линии станции очистки и подачи смазочно-охлаждающих жидкостей к отдельным станкам (применяют при отсутствии централизованного способа снабжения); в) от местных станций для очистки и подачи смазочно-охлаждающих жидкостей (станции установлены на тех станках линии, на которых обработку производят с охлаждением),
§3. ВИДЫ АВТОМАТИЧЕСКИХ ЛИНИЙ
Автоматические линии из агрегатных станков применяют для обработки корпусных деталей. Агрегатные станки автоматических линий имеют свыше 70% нормализованных узлов, поэтому они получили широкое распространение. На рис. 171 показана типовая схема автоматической линии из агрегатных станков. Обрабатываемые детали, последовательно проходя
через все позиции обработки, не снимаются с транспортера. В каждой рабочей позиции детали фиксируются и зажимаются в стационарных приспособлениях.
Роторные автоматические линии строят из роторных станков, связанных между собой транспортером и единым приводом. Они имеют высокую производительность, легко переналаживаются и могут использоваться в серийном и массовом производстве. Роторные линии строят по принципу непрерывного действия. В роторных линиях частично или полностью совмещены по времени процессы обработки и транспортирования деталей.
На рис. 172 показана схема роторной автоматической линии, на которой достигнуто полное совмещение времени обработки и транспортирования деталей. На таких линиях инструмент и деталь в процессе обработки одновременно двигаются и вращаются вокруг центральной оси. Деталь на ходу передается с рабочих (25 4) на транспортные (3) роторы.
Группа станков автоматической роторной линии показана на рис. 173. Необходимое вращательное движение инструменту, детали, рабочему и траспортному роторам сообщается от электродвигателя через систему, зубчатых, червячных или других видов передач. Поступательное движение инструмент или деталь получает либо от соответствующих копиров либо от гидросистемы.
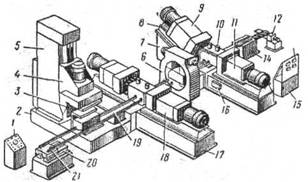
Рис. 171. Автоматическая линия из агрегатных станков:
1 - пульт управления; 2, 14, 21 - подставки и основание; 3 - приспособления; 4 -несамодействующая силовая головка; 5 - вертикальная станина; 6 - барабан поворотной детали; 7 - наклонные подставки; 8 - салазки; 9,11,18 - самодействующие силовые головки; 10 - цилиндр зажима детали; 12 - привод транспортировки стружки; 13 - притычная гидроаппаратура; 15 - гидростанция; 16 - насос автоматической смазки; 17 - станина-подставка; 19 - поворотный стол; 20 - транспортер детали
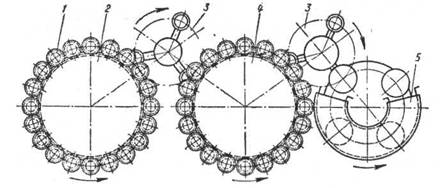
Рис. 172. Схема автоматической роторной линии:
1 - рабочие шпиндели; 2 - ротор сверления; 3 - транспортный ротор; 4 - ротор развертывания; 5 - ротор закалки
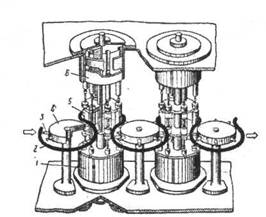
Рис» 173. Группа станков авто-» матической роторной линии:
1 - роторный станок; 2 - путь, проходимый обрабатываемой де« талью по станкам и транспорт терам линии; 3 - клещи (захваты) транспортного ротора для захвата детали; 4 -транспортный ротор для перемещения обрабатываемых деталей; 5 - блок инструмента; 6 - копир для продольного перемещения инструмента
Глава XXIV
ЧИСЛОВОЕ ПРОГРАММНОЕ УПРАВЛЕНИЕ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Числовое программное управление станком - это управление обработкой на станке или перемещением рабочих органов по программе, заданной в алфавитно-цифровом коде, а совокупность специализированных устройств, методов и средств, необходимых для осуществления целевого программного управления станком называется системой числового программного управления станком. Такое управление обеспечивает возможность более быстрой переналадки станка, чем в случае, когда на автоматизированном станке требуется замена кулачков или копиров, перестановка упоров и конечных выключателей и пр. По принципу кулачковые автоматы, копировальные станки и тому подобные автоматы тоже являются программными, однако их переналадка сложна. Поэтому станки с такими системами автоматического управления выгодно использовать лишь в массовом и крупносерийном производстве.
Основное отличие и преимущество станков с числовым программным управлением заключается в простоте переналадки, что дает возможность создать экономически выгодные системы автоматизации для мелкосерийного и единичного производства.
Применение станков с числовым программным управлением (ЧПУ) - одно из наиболее прогрессивных направлений автоматизации металлообработки на промышленных предприятиях, повышающее производительность в 3-6 раз и более. Дальнейшее развитие станков с ЧПУ привело с созданию многооперационных станков (обрабатывающих центров). Отличительной особенностью этих станков является возможность комплексной обработки деталей (точение, сверление, фрезерование, резьбонарезание и т. д.) без их перебазирования с автоматической сменой режущих инструментов.
Числовое программное управление станками подразделяется на
позиционное, контурное, комбинированное и самоприспособляющееся.
Позиционное числовое программное управление - это числовое программное управление станком, необходимое для обеспечения автоматической установки рабочего органа станка в позицию, заданную программой управления станком, без обработки в процессе перемещения рабочего органа станка. Такое управление применяется в основном в сверлильных и расточных станках для обработки плоских и корпусных деталей с большим числом отверстий.
Одной из разновидностей позиционной системы является система ЧПУ с прямоугольными перемещениями. Она применяется для обработки ступенчатых валиков на токарных станках, плоскостных и корпусных деталей G прямоугольными контурами на фрезерных станках и т. п.
Контурное числовое программное управление предназначено для обработки деталей сложной формы с криволинейными поверхностями. Это числовое программное управление станком, необходимое для обеспечения автоматического перемещения его рабочего органа по траектории, заданной программой управления. ЧПУ для контурной обработки позволяет осуществлять непрерывное управление скоростями рабочих движений инструмента относительно детали и обеспечивает их заданные положения в каждый момент времени в соответствии с профилем обрабатываемой детали, т. е, автоматический обход режущего инструмента по заданному контуру детали. Для обработки плоских деталей используют системы контурной двухкоординатной, а для объемных деталей - трехкоординатной обработки.
Одним из основных элементов контурной системы является интерполирующее устройство, которое обеспечивает соответствующий закон движения инструмента относительно детали в промежутках между заданными программой координатами опорных точек обрабатываемого контура.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
