

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
§ 5. ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК ЗА228
Внутришлифовальные станки по характеру круговой подачи выпускают обычными (простыми) и планетарными. Обычные станки применяют для шлифования отверстий в деталях, которые можно закреплять в патроне и которым можно сообщать вращательное движение. Такие станки получили наибольшее распространение. Для шлифования отверстий в тяжелых деталях, а также в деталях несимметричной формы используют планетарные внутришлифовальные станки (см. рис. 111, г).
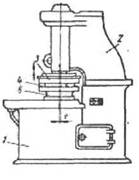
Станок ЗА228 (рис. 117) является универсальным внутришлифовальным станком (простым). Он предназначен для шлифования цилиндрических и конических отверстий.
Характеристика станка. Наибольший диаметр шлифуемого отверстия 200 мм; наибольшая длина шлифования 200 мм; частота вращения шлифовального круга 4500—14800 об/мин; частота вращения детали 85—600 об/мин; габаритные размеры 3360x1600 X 1930 мм; масса 4975 мм.
Принцип работы станка состоит в следующем. Обрабатываемую деталь закрепляют в специальном патроне 1 (рис. 117), смонтированном на шпинделе передней бабки 2. Зажим осуществляется с помощью гидропривода 3. Деталь получает вращательное движение, а шлифовальный круг - вращательное и возвратно-поступательное вместе со шлифовальной бабкой 4 и столом 6, а также периодически поперечную подачу по направляющим суппорта 5
|
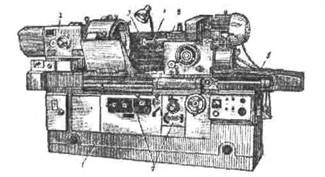
Рис. 117. Внутришлифовальный станок ЗА228:
1 - станина; 2 - бабка изделия; 3 - шлифовальный круг. 4 - шпиндель шлифовальной бабки; 5 - шлифовальная бабка; 6 - стол. 7 - органы управления.
Главное движение - вращение шлифовального круга - осуществляется от электродвигателя (N = 4,5 кВт, п = 2900 об/мин) через плоскоременную передачу со сменными шкивами.
Круговая подача - вращение обрабатываемой детали—производится от
электродвигателя постоянного тока (N = 1,1 кВт, пмах = 1000 об/мин) с
бесступенчатым регулированием частоты вращения вала через
80 клиноременную передачу —
Продольная подача - возвратно-поступательное движение шлифовального круга - осуществляется от гидропривода с гидроцилиндром 7. Скорость стола бесступенчато регулируется в пределах 0,1—12 м/мин.
Ручное перемещение стол получает от маховика 8 посредством зубчатых
18 18 колес —,— и реечной пары (z = 18, m = 2,5). Гид-
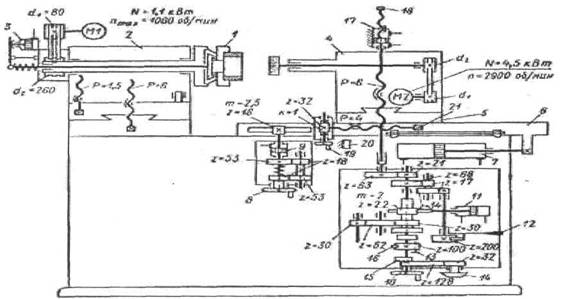
Рис 118. Кинематическая схема внутришлифовального станка ЗА228
равлическое и ручное перемещения стола сблокированы. При осуществлении гидравлической подачи реечное колесо z = 18 с помощью гидроцилиндра 9 выводится из зацепления с рейкой. Тонкая продольная подача шлифовальной бабки при шлифовании торцов
осуществляется вручную маховиком 19 через червячную — и винтовую пары
с шагом Р = 4 мм. При этом стол предварительно перемещается от гидроцилиндра 7 до момента, когда кулачок 21, закрепленный на столе, не упрется в неподвижный специальный торцовой упор 20. Тогда стол останавливается, а шлифовальная бабка перемещается от маховика 19.
Поперечная подача шлифовального круга может быть ручная (непрерывная или дозированная) или автоматическая от гидропривода. Ручная непрерывная
21 подача осуществляется с помощью маховика 10 через зубчатые колеса — и
63
винтовую пару с шагом Р = 6 мм. Дозированная ручная подача производится качанием рычага 12 через
17 17 21
храповую передачу (z = 200), зубчатые передачи —,—,— и винтовую пару (Р
34 68 63
= 6 мм). При обоих видах ручной подачи автоматическая подача от гидропривода отключается кнопкой 13.
Автоматическая поперечная подача осуществляется от цилиндра 11 при включенной кнопке 13 (кнопка вводит собачку в зацепление с храповым колесом z = 100). При поступлении масла в правую полость цилиндра 11 его поршень через щиток-рейку передает движение реечному колесу z = 22, от
21
которого через храповое колесо z = 100 и передачу — получает вращение
63
винт поперечной подачи с шагом Р = 6 мм. Реверсирование продольной и поперечной подач производится упорами.
Для компенсации износа круга при работе на режиме «в размер» имеется специальный механизм. Кнопкой 14 через зубчатое колесо z=32 и зубчатый сектор z = 128 устанавливают кулачок 15 в положение, соответствующее заданной компенсации. Когда будет достигнут требуемый размер шлифуемого отверстия, ось 16 собачки найдет на кулачок 15, выведет собачку из зацепления с храповым колесом z = 100 и подача прекратится.
Быстрый отвод (отскок) шлифовального круга от обрабатываемой поверхности при достижении заданного размера перед выводом круга из отверстия производится гидроцилиндром 17, поршень которого связан с винтом поперечной подачи шлифовальной бабки. Величина отвода устанавливается винтом 18. Станок имеет устройство для правки круга, может быть оснащен торцошлифовальным приспособлением для шлифования торцов деталей специальным кругом.
Глава XIX
ДОВОДОЧНЫЕ СТАНКИ
Доводочные станки предназначены для окончательной тонкой обработки деталей, заключающейся в удалении небольших неровностей - гребешков, оставленных при предшествующей обработке. Наибольшее распространение из доводочных станков получили станки для хонингования, притирки и суперфиниширования.
§ 1. ХОНИНГОВАЛЬНЫЕ СТАНКИ
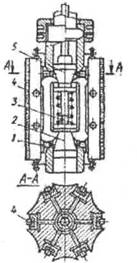
Хонингование выполняется специальным инструментом хонинговальной головкой (хоном), оснащенной мелкозернистыми абразивными брусками (рис. 119). Головка совершает одновременно вращательное и возвратно-поступательное движения в неподвижном отверстии. Хонингованием можно получать высококачественную поверхность, а также исправлять некоторые дефекты отверстий (конусность, овальность и др.). При хонинговании в качестве смазочно-охлаждающей жидкости применяют эмульсию или керосин.
Бруски 4 хонинговальной головки получают радиальное перемещение с помощью конусов 2 и 5, насаженных на стержень 3
|
|
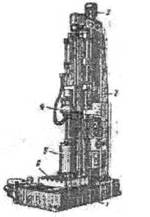
Рис. 120. Вертикальный
хошпп овальный станок:
1 - станина; 2 - колонна; 3 - электродвигатель главного движения; 4 - подвижная каретка 5 - обрабатываемая деталь 6 - стол
Рис. 119. Хонинговальная головка
с винтовой резьбой, и имеющих возможность сближаться или удаляться друг от друга при вращении стержня 3. При сближении конусы 2 и 5 через пальцы 1 раздвигают абразивные бруски 4, а при удалении - сдвигают. Таким образом
производится установка брусков на нужный диаметр перед началом обработки. У автоматической хонинговальной головки радиальное перемещение брусков 4 для возможности самоустановки в обрабатываемом отверстии производится автоматически, для чего головку соединяют со шпинделем станка универсальными шарнирами. После каждого двойного хода головки стержень 3 поворачивается и сближает конусы 2 и 5.
В зависимости от вида обработки хонинговальные станки делятся на станки для хонингования отверстий и наружных поверхностей, а по расположению и количеству шпинделей — на вертикальные и горизонтальные, одно - и многошпиндельные. Общий вид вертикального хонинговального станка приведен на рис. 120.
Вращение шпинделя у хонинговальных станков осуществляется обычно от электродвигателя через механическую коробку скоростей. Возвратно-поступательное перемещение шпинделя у вертикальных хонинговальных станков обычно производится с помощью гидравлического привода. В горизонтальных станках для этого используют электромеханический, канатный, цепной или гидравлический привод.
§ 2. ПРИТИРОЧНЫЕ СТАНКИ
Принцип работы. Притирка осуществляется притирами, на поверхность которых наносят мелкозернистый абразивный порошок, смешанный со смазкой или пастой. Притиры могут быть чугунные, стальные, бронзовые, свинцовые, из твердых пород дерева и т. п. В качестве абразивного порошка используют наждак, электрокорунд, алмазную пыль, карбид кремния и др., а в качестве пасты - окись хрома, окись алюминия, крокус, венскую известь и др. Во время притирки абразивный порошок смачивают керосином или скипидаром. Припуск на притирку оставляют примерно равным 0,005-0,02 мм.
На притирочных станках можно обрабатывать различные наружные и внутренние поверхности, в том числе и плоские, притирать шейки коленчатых валов, кулачки распределительных валиков, концевые меры, пробки-калибры, зубчатые колеса и т. п. На рис. 121 показана схема притирочного станка. В корпусе станины 1 помещен привод притира 5. Притир 3, соединенный со шпинделем станка, помещенным в колонне 2, получает вращательное движение и движение по вертикали.
Притирка деталей происходит притирами 3 и 5, между которыми помещен сепаратор 4. Обрабатываемые детали свободно помещаются в гнездах сепаратора, который расположен либо эксцентрично относительно осей притиров, либо концентрично.
|
|
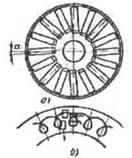
Рис 121. Схема притирочного станка, работающего металлическими дисками
Рис. 122. Сепараторный диск
В первом случае сепаратор свободно
насаживают на ось, который вращается в направлении притира 5. Во втором случае сепаратор получает колебательное возвратно-поступательное движение от отдельного привода.
Сепараторный диск (рис. 122, а) имеет поперечное перемещение для изменения эксцентриситета е его оси относительно оси вращения металлических притиров; это необходимо для обеспечения равномерного износа этих притиров. Примерная относительная траектория детали во время обработки показана на рис. 121,6
Универсальный притирочный станок 3816 (рис. 123). Станок предназначен для обработки плоских и цилиндрических поверхностей.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
