

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Таким образом, для получения винтовых зубьев необходимо за время опускания фрезы на величину шага Т винтовой линии зуба нарезаемого колеса сообщить заготовке один дополнительный оборот по ходу основного вращения или в противоположном направлении. Для сообщения дополнительного вращения заготовке в зубофрезерных станках применяют дифференциал.
Станок на нарезание колес с винтовым зубом можно настраивать и без дифференциала. Для этого необходимо соответствующим образом согласовать вращение фрезы и заготовки. Если фреза опустится на величину Т шага зуба колеса, то при нарезании прямых зубьев при подаче Sb заготовка должна
сделать — оборота, а фреза за этот же период —— оборота.
Sg Sg К
Для получения винтовых зубьев необходимо за тот же период либо
добавить заготовке один оборот, либо уменьшить число оборотов фрезы на —,
к
не изменяя частоты вращения заготовки. Таким образом, для получения винтовых зубьев следует согласовать вращение фрезы и заготовки в
следующей зависимости: за-------- + — оборотов Фрезы заготовка должна
sB к к ,
Т получить — оборотов, т. е. за один оборот заготовки фреза должна получить
SB
— ±-— оборотов (минус - при одноименных направлениях винтовых
^ А: к Т )
линий, плюс - при разноименных).
|
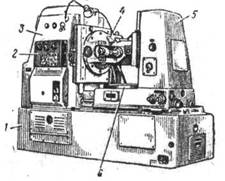
Рис 133. Общий вид зубофрезерного станка 5К324: 1 - станина; 2 - пульт управления; 3 - передняя стойка; 4 - фрезерная головка. 5 - задняя стойка; 6 - стоя. |
На этом станке можно обрабатывать цилиндрические колеса методом встречного (вертикальная подача фрезы сверху вниз) и попутного (вертикальная подача снизу вверх) фрезерования. При попутном фрезеровании |
Станок 5К324. Назначение. Вертикальный зубофрезерный станок.. 5К324 (рис. 133) является широкоуниверсальным и предназначен для нарезания цилиндрических колес с прямыми и винтовыми зубьями, л а также червячных колес методом радиальной и тангенциальной (осевой) подач. При методе радиальной подачи заготовку можно подавать на фрезу. На станке методом обкатки можно также фрезеровать шлицевые валики, многогранники, нарезать зубья на цепных звездочках, храповых колесах и т. д. Для изготовления всех указанных деталей применяют червячные фрезы соответствующих профилей.
по сравнению со встречным скорость резания может быть увеличена на 20-25%.
Цикл работы станка автоматизирован. Быстрый подвод инструмента к заготовке, зубонарезание, быстрый от вод инструмента в исходное положение и остановка станка осуществляются автоматически после пуска станка. Для уборки стружки станок имеет шнековый транспортер.
Характеристика станка. Наибольший диаметр нарезаемых колес 500 мм; наибольший модуль зубьев нарезаемых колес 8 мм; наибольший угол наклона зубьев нарезаемых колес ± 60°; наибольший вертикальный ход фрезы 360 мм; наибольший диаметр фрезы, устанавливаемой в суппорте, 180 мм; осевое перемещение фрезы 100 мм; частота вращения шпинделя фрезы 50-310 об/мин; подача: вертикальная 0,8-5 мм/об, радиальная 0,35-2,2 мм/об, осевая 0,25-1,6 мм/об; мощность главного электродвигателя 7 кВт; габаритные размеры 2500x1380x2000 мм.
Нарезание прямозубых цилиндрических колес. При нарезании прямозубых колес в станке должно быть получено движение обкатки - сложное движение, состоящее из взаимно связанных вращений фрезы и заготовки и являющееся движением скорости резания, а также вертикальное перемещение суппорта с фрезой движение подачи. Отдельного движения деления не требуется, так как деление осуществляется в результате движения обкатки. Кинематическая цепь, связывающая фрезу и заготовку, называется делительной цепью.
Скоростная цепь (рис. 134) приводится от электродвигателя (N = 7 кВт, п = 1440 об/мин) через коробку скоростей с электромагнитными муфтами. Коробка скоростей позволяет получить
|
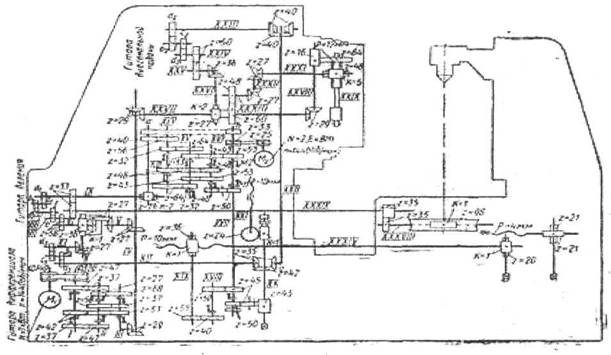
Рис, 134. Кинематическая схема зубофрезерного станка 5К324
девять скоростей вращения шпинделя фрезы. Расчетные перемещения цепи скорости резания, связывающей электродвигатель с фрезой п об/мин электродвигателя -» п об/мин фрезы. Уравнение кинематического баланса скорости резания имеет вид
,,..140..... 29 29 29 16
1440- 0,985гкс---------- = п.
320 кс 29 29 29 64 #
где iKC - передаточное отношение коробки скоростей.
(X С
Делительная цепь настраивается подбором сменных колес ——За один
Ъх dx -
оборот фрезы заготовка должна совершить - оборотов (где к - число захода в
Z
фрезы). Расчетные перемещения делительной цепи
1 оборот фрезы -» — оборотов заготовки.
Z
Следовательно, уравнение кинематического баланса для делительной цепи будет иметь вид
642929 27. 58£^^35 J_ _ Л 16 29 29 271диф 58 / bx dx 35 96 ~ 7
а, с, 24k f
откуда —— =--- —.
Ъх dx ггдиф е
Зубчатые колеса е и f служащие для расширения диапазона регулирования сменных колес гитары деления, подбирают следующим образом: при
, „ е 54 , ,,Л е 36 1 . .п а, с, 24к
z<160—=— = 1;при z>160—= — = — откуда при z<160——=--------------- при
/ 54 Р / 72 2 Р 6, dx 21диф
z>160fL^ = i^
Поскольку при нарезании цилиндрических прямозубых колео при передаче движения с вала V на вал VI дифференциал работает как обычная зубчатая передача, то его передаточное отношение 1ДИф = 1, а поэтому формулы соответственно примут вид
Й! с, 24£ а, сх 48А:
при z<160—L—L = ; npuz>\60~L-L =
bx dx z bx dx z
К станку прилагается набор сменных зубчатых колес с числами зубьев 23, 24, 25 (по 2 шт.), 30, 34, 35, 37, 40, 41, 43 45 47 48, 50, 53, 55, 58, 59, 60 61, 62 65 67 70 7 73 79 80 83, 85, 89, 90, 92, 95, 98, 100. Этот набор предназначен для гитар деления (обкатки) подач и дифференциала.
Цепь вертикальной подача фрезы. Расчетные перемещения для цепи вертикальной подачи
1 об. заготовки -» sB мм вертикального перемещения фрезы. Уравнение кинематического баланса цепи вертикальной подачи,96 35 33 2 40. 43 50 45 1 1П
1 __ и , , * I () ~ V
1 35 33 26 56 к" 53 45 45 24 в откуда sB = 2iK. n, где iKn - передаточное отношение коробки подач.
Ускоренные вертикальные перемещения фрезы осуществляются от отдельного электродвигателя (N = 2,8 кВт; п = 1440 об/мин) через цепную
25
передачу —.
33
Уравнение перемещения для цепи ускоренной вертикальной подачи -
sv = 1440————10 = 500мм/мин у 33 45 45 24
Нарезание цилиндрических колее о винтовым зубом. Наладка станка с применением дифференциала. В этом случае необходимо произвести наладку станка исходя из следующих расчетных перемещений:
п об/мин электродвигателя -> п об/мин фрезы. 1 об* фрезы ->■ — об. заготовки;
Z
1 об. заготовки -> sb mm вертикального перемещения фрезы; ± 1об. заготовки -»Т мм вертикального перемещения фрезы. Наладка первых трех кинематических цепей производится так же, как наладка станка на нарезание прямозубых цилиндрических колес. Для четвертого расчетного перемещения уравнение кинематического баланса имеет вид -
±196 35 33^ /58. 36 27^з.^35_1_10 = ;г 1 35 33 с, с, е 58 диф 1 27 с3 а3 42 24
Учитывая, что для этого случая jd,=-,T = —^-, а также используя
2 sin/?
известное уже выражение для гитары деления ~±^l = —1~} после
bx d] z e
подстановки данных в уравнение баланса получим
аъ с3 _ 7,95775 sin yg Ьъ d-i тнк
где J3 - угол наклона зуба; тн - нормальный модуль нарезаемого колеса, мм; к - число заходов червячной фрезы.
Бездифференциальная наладка зубофрезерного станка. Дифференциал в этом случае выключают, т. е. 1дИф = 1, а кинематическую наладку делительной цепи производят в соответствии со следующими расчетными перемещениями:
1 об. заготовки-> — ±—— об. фрезы,
[к к Т) ^ Уравнение кинематического баланса делительной цепи
963533^^/58. 272929H>__z + zsB Тз?33с, а,758/д"*27 29 29 64~1~1'7Г
ах с, 24А: / Т
откуда —-1- = —---------- .
bx dx z e T±sB
При встречном методе зубонарезания знак минус применяют при одноименных, а знак плюс - при разноименных направлениях винтовых линий фрезы и детали.
В формулу для определения сменных зубчатых колес гитары деления при бездифференциальной наладке следует подставлять точное фактическое значение вартикальной подачи фрезы, выраженное через сменные колеса
-гитары вертикальной подачи. В этом случае уравнение кинематического Ъ
баланса цепи вертикальной подачи запишется следующим образом:
,96 35 33 2 а 50 45 1 ' 1 35 33 26 6 45 45 24 в
а 13-9
откуда — =------ So
J b 400 в
В формулу подбора сменных колес гитары деления подставляют
400 а
значение sR =------ .
в 13-96
Нарезание червячных колес. На станке 5К324 можно нарезать червячные колеса методами радиальной подачи, осевой (тангенциальной) подачи, а также
летучим резцом.
Метод радиальной подачи. Ось фрезы устанавливают строго горизонтально (рис. 135, а). Расчетные перемещения:
п об/мин электродвигателя -> п об/мин фрезы;
1 об. фрезы -> — об. заготовки;
Z
1 об. заготовки -» sp мм радиального перемещения заготовки. Движение радиальной подачи в этом случае сообщается столу с заготовкой. Уравнение кинематического баланса цепи радиальной подачи (см. рис. 234)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
