

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот.. режим включает необходимые для подготовки процесса протягивания движения инструмента.
§ 4. СПОСОБЫ ЗАКРЕПЛЕНИЯ ПРОТЯЖЕК
Для закрепления протяжек на станке предусмотрены специальные хвостовики. Конструкция хвостовика зависит от типа протяжки и конструкции
патрона, в который ее устанавливают. 'Хвостовики, показанные на рис. 106, а—д, называются цилиндрическими и применяются для протяжек, обрабатываемых в центрах, а на рис. 199, е-к - призматическими (плоскими).
Патрон, показанный на рис. 200, служит для закрепления шпоночной протяжки большого размера. Он состоит из корпуса 1, внутри которогб на оси качаются кулачки 2, удерживаемые сверху планками 3. Толкатели под действием пружин сводят кулачки вместе, последние заходят в выточку хвостовика протяжки и захватывают ее.
Патрон для протяжек, закрепляемых клином (хвостовик см. на рис. 106, а, ё), представляет собой корпус 1 (рис. 107),
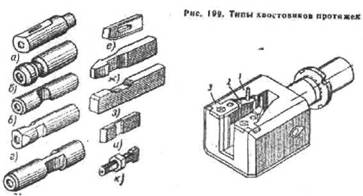
Рис. 106. Патрон для закрепления шпоночной протяжки
в который вставляется сменная втулка 3. Протяжку хвостовиком вставляют вручную в отверстие втулки и закрепляют клином 2. Форма и размеры отверстия втулки зависят от размеров и формы хвостовика протяжки.
Патрон, показанный на рис. 202, применяют для внутренних протяжек типа шпоночных (см. рис. 199, ж). Он представляет собой корпус /, в окнах которого находятся кулачки 2, поджимаемые один к другому пружиной 3. После установки заготовки хвостовик протяжки вставляют в направляющий паз приспособления (адаптера). При продвижении протяжки вследствие скосов ее передней части кулачки отжимаются и протяжка от руки рабочего может свободно перемещаться во внутреннюю полость патрона. Как только уступы передней замковой части пройдут за пределы кулачков, последние под действием пружин войдут в углубления хвостовика и протяжка зажмется. Это позволит переместить протяжку при включении рабочего хода каретки протяжного станка. После выполнения рабочего хода протяжку освобождают, перемещают вверх и выводят из контакта с кулачками переднюю замковую часть протяжки. При
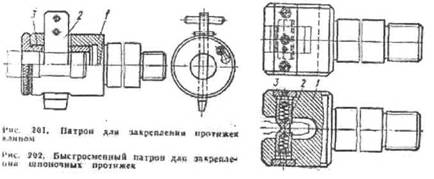
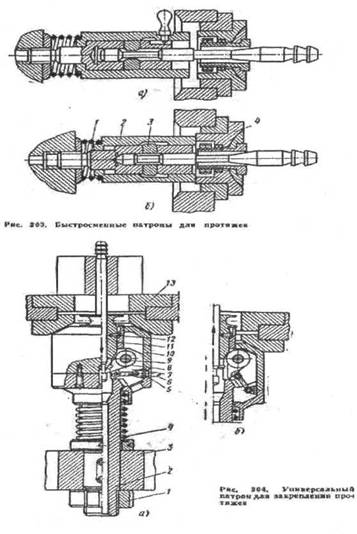
Рис 107,108,109, ПО.
протягивании шпоночного паза за несколько проходов одной протяжкой не требуется вертикальное перемещение суппорта каретки протяжного станка.
Патрон этой конструкции можно использовать для закрепления ряда протяжек с различными размерами замковой части. Это особенно важно в условиях мелкосерийного производства, когда на протяжном станке выполняются операции протягивания нескольких заготовок различными протяжками.
На рис. 203, а показан быстросменный патрон, управляемый вручную, а на рис. 203, б - автоматический. В автоматическом патроне хвостовик протяжки захватывается кулачками 3, которые сходятся под действием гильзы 2 и удерживаются пружиной 1. В конце обратного хода каретки станка гильза 2 упирается в торец опорного приспособления 4 (или другой неподвижный упор) и смещается, вследствие чего кулачки раздвигаются. Аналогичным образом работает и патрон, управляемый рукояткой.
Универсальный патрон для крепления протяжек, показанный на рис. 204, а, имеет рычажно-кулачковый зажим для закрепления протяжек диаметром 16-32 мм на вертикально-протяжных станках. Хвостовик корпуса 2 с помощью шпонки и гайки 1 закреплен в ползуне 3 станка. В пазах 7 корпуса на осях 9
шарнирно закреплены кулачки 8, соединеннее шарнирными тягами 6 с кронштейнами 5. В крайнем верхнем положении конусная часть стола 13, преодолевая усилие пружины 4, нажимают на гильзу 10 а тяга 6 разводит кулачки. При движении ползуна вниз (рис. 204, б) пружина 4 (рис. 204, а) разжимается и, действуя на гильзу 10 и тягу 6, зажимает хвостовик кулачками 8. Дли центрирования протяжки в патроне служат сменные кулачки 11, которые крепят винтом 12.
**Глава ХУ1П
ШЛИФОВАЛЬНЫЕ СТАНКИ
§ 1. ОБЛАСТЬ ПРИМЕНЕНИЯ И РАЗНОВИДНОСТИ ШЛИФОВАЛЬНЫХ СТАНКОВ
Шлифовальные станки предназначены для обработки деталей шлифованными кругами. На них можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колес, затачивать режущий инструмент и т. д.
В зависимости от формы шлифуемой поверхности и вида шлифования шлифовальные станки общего назначения подразделяют на круглошлифовальные, бесцентрово-шлифовальные, внутри-шлифовальные, плоско шлифовальные и специальные.
Главным движением у всех шлифовальных станков является вращение шлифовального круга (vK), окружная скорость которого измеряется в м/с.
Существуют следующие движения подач.
1.Для круглошлифовальных станков (рис. 111, а) движение подачи -вращение детали (круговая подача va); возвратно-поступательное движение
стола с обрабатываемой деталью (продольная подача S2) и поперечное периодическое перемещение шлифовального круга относительно детали (поперечная подача 82).Круглошлифовальные станки, работающие методом врезания (рис. 111, б), имеют поперечную подачу si и круговую подачу \д:
кроме того, шлифовальная бабка или стол могут совершать колебательное осевое движение S2.
2. Для внутришлифовальных станков (рис. 111, б) движение подачи -
вращение детали (круговая подача уд); возвратно-поступательное
движение детали или шлифовального круга (продольная подача Si) и периодическое поперечное перемещение бабки шлифовального круга (поперечная подача Бг). Планетарные внутришлифовальные станки (рис. 111, г) имеют круговую подачу vx (вращение оси шлифовального круга
относительно оси об рабатываемого отверстия), периодическую поперечную подачу S2, а также продольную подачу S\.
3. Для плоскошлифовальных станков о прямоугольным столом,
работающих периферией круга (рис. 111, д), движение подачи - возвратно-
поступательное движение стола (продольная подача уд), периодическое
|
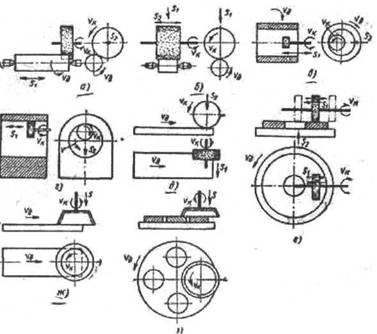
Рис. 111. Схемы движений в шлифовальных станках |
поперечное перемещение Si шлифовальной бабки за один ход стола и периодическое вертикальное перемещение шлифовального круга s2 на глубину подачи. Плоскошлифовальные станки с круглым столом (рис. 111, е) имеют подачу sr шлифовального круга или стола и движение круговой подачи ид стола. Вертикальное перемещение стола или шлифовальной бабки S2 является вертикальной подачей.
4. Для плоскошлифовальных станков с прямоугольным столом, работающих торцом круга (рис. 111, ж), движение подачи - продольное перемещение стола уд и периодическое вертикальное перемещение s круга на глубину
подачи. Аналогичные плоско-шлифовальные станки с круглым столом (рис. 111, з) имеют вращательное движение стола уд и периодическую подачу s
круга на глубину подачи.
§2. КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК 3MI51
Круглошлифовальные станки предназначены для наружного шлифования цилиндрических, конических или торцовых поверхностей тел вращения. При обработке на станке детали устанавливают в центрах или закрепляют в патроне. Для обработки на центровых станках необходимо вращение шпинделя круга, вращение - обрабатываемой детали, продольное перемещение стола, непрерывная или периодическая подача на глубину. Детали, длина которых меньше ширины круга, шлифуют без продольного перемещения заготовки — методом врезания.
Характеристика станка ЗМ151. Наибольшие размеры устанавливаемой детали: диаметр 200 мм, длина 700 мм; высота центров 125 мм; частота вращения детали 40 - 400 об/мин; мощностьэлектродвигателя привода шлифовального круга 7,5 кВт; скорость перемещения стола от гидропривода 0,05-5 м/мин; габаритные размеры 4605X2450X2170 мм; масса 5600 кг.
Движения в станке. Главное движение - вращение шлифовального круга, круговая подача - вращательное движение обрабатываемой детали, продольная подача - прямолинейное возвратно-поступательное движение стола с деталью, поперечная подача - периодическое радиальное перемещение шлифовальной бабки за ход стола; вспомогательные движения - ручное продольное перемещение стола, ручное поперечное перемещение шлифовальной бабки, ручное перемещение пиноли задней бабки, а также установочные перемещения рабочих органов станка с помощью гидропривода.
При работе деталь устанавливают в центрах передней и задней бабок, расположенных на поворотной плите стола. При обработке цилиндрических деталей ось центров бабок параллельна направляющим стола, а при шлифовании конических деталей она расположена под углом, равным половине угла конуса детали.
Главное движение - вращение шлифовального круга - осуществляется от электродвигателя М2 мощностью N = 7,5 кВт через клиноременную
передачу-1 (рис. 112). Шпиндель 1 шлифовальной бабки (рис. 113)
установлен в двух подшипниках скольжения. Подшипники имеют по три одинаковых вкладыша 8, которые представляют собой отдельные сегменты. Вкладыши сферическими лунками опираются на винты 6 со сферическими головками, в результате чего вкладыши самоустанавливаются по шейкам шпинделя. Конструкция вкладышей обеспечивает масляный клин 7 между шейкой шпинделя 1 и вкладышами 8, что предотвращает их износ и нагревание. Винтами 6 регулируют диаметральный зазор между вкладышами 8 и шпинделем 1 и выставляют ось шпинделя относительно направляющих стола. Шпиндель шлифовальной бабки фиксируется в осевом направлении двумя сферическими бронзовыми кольцами 2 и 3, прижимаемыми с двух
сторон к торцам бурта шпинделя гайкой 4 с контргайкой 5.
Круговая подача - вращение обрабатываемой детали - производится от электродвигателя Mi (рис. 112) мощностью N = 0,8 кВт через две клиноременные передачи. Величина круговой подачи sKp = пэл 0,985 imda, где i -

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
