

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
7
части венца внутреннего зацепления, составляющего - окружности, в
8
котором имеется 196 зубьев (в полной окружности венца поместилось бы 224
зуба); части венца наружного зацепления, составляющего - окружности, в
8
котором помещается 98 зубьев (в полной окружности венец имел Вы 112 зубьев); двух полуколес внутреннего зацепления, в каждом из которых помещается по 28 зубьев; полуколеса смонтированы на диске так, что вместе с упомянутыми выше зубчатыми венцами образуют замкнутый зубчатый контур.
Зубчатое колесо z = 14 вращается всегда в одном направлении и, сцепляясь с зубьями составного колеса, заставляет его вращаться вместе с диском то в одну, то в другую сторону. Направление вращения диска изменяется в тот момент, когда зубчатое колесо z = 14 зацепляется с центральными зубьями пол у колеса z = 28. Контакт между зубьями поддерживается посредством канавки в диске колеса, в которую входит ролик зубчатого колеса z = 14. Это колесо во время зацепления с участком внутреннего зацепления осуществляет рабочий ход станка, а при сцеплении с остальной частью колеса - холостой. При зацеплении колеса z = 14 с переходными колесами происходит его
перемещение вместе с конической парой —. Конечными элементами цепи
обкатки являются люлька, выполняющая роль воображаемого производящего колеса, и шпиндель с заготовкой.
Уравнение кинематического баланса цепи составляется с учетом того, что воображаемое производящее колесо и заготовка находятся как бы в
зацеплении, т. е. за время поворота люльки на один зуб — производящего
Z'
колеса заготовка должна повернуться на один зуб - нарезаемого колеса. При
Z
работе по методу обкатки уравнение кинематического баланса цепи обкатки
имеет вид
J_135 28^^_21_224 32 23 75 26 26 26^w20 30_l_ _]_ ~г 2 30 с а'- 252 14 16 23 60 26 26 26 / п 30 30 120 " z
откуда формула наладки гитары обкатки (при — — = 2—)
/ ft 2,
Ъ - d- z
Так как г = —— то sine?
i N. . . * . , '
b - d' z
252 21 20 27
При работе методом врезания, когда включены передачи------------- и —
F F F 'A F A 21 50 42 108
формула наладки имеет вид
а' с' =l75zisin<P
b- d- z
Определение числа Zj. Для определения числа Zj составляют уравнение кинематического баланса цепи при работе по методу обкатки и условии, что за время поворота барабана Б на угод 160° люлька поворачивается на угол 0°:
о 66 64 60 16 14 252 а' с 30 2 0
2 60 44 32 224 21 f d' 28 135 Так как
£.£1-35^-b' d - z
z _ _z___ 0^_
Z' sin p 160°
Полученная формула показывает, что Zj зависит от угла 0. Угол качания люльки 6, необходимый для полной обкатки профиля зуба нарезаемого колеса, зависит от параметров этого колеса. Он должен быть таким, чтобы резцы начинали снимать стружку сразу же после подвода стола в рабочее положение и заканчивали съем стружки до начала отвода стола. Если этого не получается и люлька качается в одну сторону от среднего положения на недостаточный угол, а в другую сторону на избыточный, то следует изменить угол люльки. Если же угол качания люльки недостаточный, то надо увеличить число ъ\ взяв следующее большее число, не имеющее общих множителей с числом зубьев нарезаемого зубчатого колеса, и затем пересчитать соответственно сменные зубчатые колеса гитар деления и обкатки. Чтобы люлька качалась в обе стороны на одинаковый угол, ее устанавливают на нуль при положении распределительного вала в центре обкатки, При работе методом врезания ъ\ =1.
Установку положения заготовки производят относительно производящего колеса так, чтобы ее ось составляла с плоскостью вершин зубьев производящего колеса угол у/ = ср-у , где <р - половина угла начального конуса нарезаемого колеса, а у - угол ножки его зуба. При этом вершина начального конуса должна быть совмещена с центром станка, т. е. угол установки бабки изделия для всех методов нарезания, кроме чернового с двойным делением, равен углу внутреннего конуса (конуса впадин) нарезаемого колеса. При черновом нарезании угол установки бабки
180°
9Ы =tg<p, cos-
z
где <pt - угол внутреннего конуса (конуса впадин) нарезаемого колеса.
Угол установки поворотных сегментов (в мин) определяют по формуле
3428 (s , ^
![]() где Le - длина образующей начального конуса, мм; s - толщина зуба по дуге начальной окружности, мм; hH - высота ножки зуба обрабатываемого колеса, мм; а - угол зацепления, град; чаще всего а = 20°.
где Le - длина образующей начального конуса, мм; s - толщина зуба по дуге начальной окружности, мм; hH - высота ножки зуба обрабатываемого колеса, мм; а - угол зацепления, град; чаще всего а = 20°.
1 идропривод станка служит для зажима заготовки на оправке, подвода и отвода стола, переключения фрикционной муфты холостого и рабочего ходов, счета циклов для выключения станка после нарезания всех зубьев.
§ 5. НАРЕЗАНИЕ ШЕВРОННЫХ КОЛЕС
На рис. 243 приведены схемы основных способов образования шевронного зуба. Способ образования раздельного шевронного зуба путем последовательной обработки обеих половин ширины обода зубчатого колеса без применения специального станка показан на рис. 143, а. Такие колеса можно изготовлять на универсально-фрезерном станке дисковой фрезой, на зуборезном станке - червячной фрезой и на вертикально-фрезерном станке - пальцевой фрезой. Эти методы в основном применяют в единичном производстве.
На рио. 143, б показана схема формообразования сплошного шевронного зуба с закругленной вершиной тремя резцами на специальном зубострогальном станке, а также траектория движения инструмента. Схема формообразования шевронного зуба долбя-ками по методу обкатки изображена на рис. 143, в. На
Рис 143
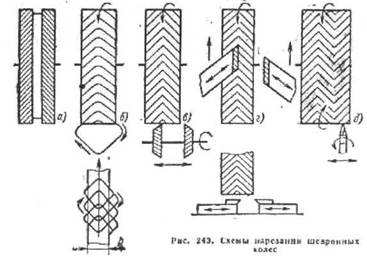
рис. 143, г показан принцип формообразования шевронного зуба методом обкатки зубчатой пары рейки - зубчатое колесо. Метод обработки двойных шевронных зубьев пальцевой фрезой изображен на рис. 143, д
§ 9. ЗУБОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ 5П84
Назначение станка - шлифование цилиндрических колес с прямым и винтовым зубом методом обкатки.
Характеристика станка. Диаметр шлифуемых колес 60- 500 мм; модуль шлифуемых колес 2-10 мм; диаметр шлифовального круга 250 мм; число двойных ходов ползуна регулируется бесступенчато в пределах 20-160 в минуту; время шлифования одного зуба 7-200 с.
Движения в станке. Движение скорости резания - вращение шлифовального круга; быстрое возвратно-поступательное движение ползуна
со шлифовальным кругом вдоль оси обрабатываемого колеса - продольная подача; одновременное вращение шлифуемого зубчатого колеса и его прямолинейное поступательное движение в направлении, параллельном оси шлифовального круга, - круговая подача (движение обкатки).
На рис. 250 показана упрощенная кинематическая схема зубошлифовального станка 5П84, которая позволяет пояснить принцип работы станка. Шлифуемое колесо 1 получает вращение от электродвигателя
подач 4 через передачу — , сменные зубчатые колеса гитары деления во
Ъ с
1 тт внутренней кинематической цепи х и червячную передачу — . Направление
80
вращения колеса в течение всего периода шлифования зубьев остается неизменным. От
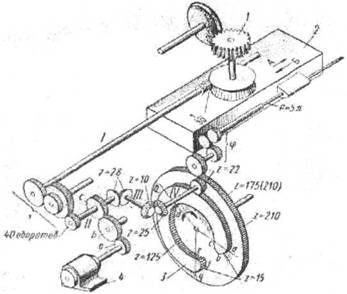
Рис. 144. Схема зубошлифовального полуавтомата 5П84
электродвигателя 4 приводится в действие также и механизм прямолинейного возвратно-поступательного движения стола 2 с заготовкой. Это движение
а Ъ 28
производится через передачу— , коническую пару колес —, конические
be 28
колеса —, составное колесо 3, сменные колеса гитары обкатки <р и винтовую
пару с шагом Р.
За время одного цикла работы станка составное колесо 3 делает одно качание, а значит, стол 2 совершает одно возвратно-поступательное движение (один двойной ход) в направлении, указанном стрелками А и Б. За это время
заготовка поворачивается на q зубьев или на — оборота. Зубья колеса
шлифуются в то время, когда стол 2 перемещается по стрелке А. При движении стола по стрелке Б (во время холостого хода) шлифовальный круг выведен из зацепления со шлифуемым колесом (поднят вверх). В момент нахождения шлифовального Круга в верхнем положении заготовка продолжает вращаться в том же направлении, в результате чего происходит деление. После окончания холостого хода стол 2 получает снова движение по стрелке А. Шлифовальный круг опускается вниз и входит в зацепление со
шлифуемым колесом, которое за время цикла повернулось на некоторое число зубьев q. Начинается шлифование следующей впадины зубчатого колеса, отстоящей на q зубьев от ранее шлифованной.
Составное зубчатое колесо 3 состоит из нескольких частей: зубчатого сектора ahq, имеющего 175 зубьев; зубчатого сектора cde, имеющего 125 зубьев; полуокружностей abc и efq, имеющих по 15 зубьев; колеса наружного зацепления, имеющего 210 зубьев. Замкнутая зубчатая кривая abcdefqha приводится во вращение зубчатым колесом, имеющим 22 зуба. Это колесо находится в зацеплении то с наружным, то с внутренним зубчатым сектором. Благодаря такому устройству при вращении колеса z = 22 в одну сторону замкнутая зубчатая кривая abcdefqha будет сообщать составному колесу возвратно-вращательное движение.
§10. СТАНКИ ДЛЯ ЗУБОЗАКРУГЛЕНИЯ, СНЯТИЯ ФАСОК И
ЗАУСЕНЦЕВ
В тех случаях, когда зубчатые колеса используют в механизмах в качестве переключаемых колес, необходимо, чтобы торцы зубьев этих колес были закруглены. Закругления, снятие фасок и заусенцев можно производить концевой (пальцевой) фрезой с осью вращения в плоскости, параллельной или перпендикулярной к плоскости торца зубчатого колеса; охватывающей фасонной (трубчатой) фрезой; резцовой головкой; фасонной червячной фрезой; фасонной дисковой фрезой; абразивным инструментом.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
