

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для пуска головки необходимо включить соленоид подвода 2, который переместит запорно-регулирующий элемент 3 вниз и откроет доступ масла из насоса низкого давления 16 в правую полость направляющего гидрораспределиЗапорно-регулирующий элемент этого гидрораспределителя сместится в крайнее левое положение, соответствующее быстрому подводу. Масло из обоих насосов будет поступать в гидроцилиндр 1, и поршень со штоком будет быстро перемещаться влево. Вытесняемое масло из левой задней полости цилиндра будет поступать в его правую переднюю полость, способствуя увеличению подачи насосов. При таком положении силовая головка будет быстро перемещаться вперед, пока рычаг переключения 7 найдет на упор, который его повернет. В результате этого рычаг переключения приподнимет фиксатор 6 и направляющий гидрораспределитель 5 под действием пружины сместится на одно деление вправо — в положение «Первая рабочая подача». Масло из насоса низкого давления 16 через предохранительный клапан 17, подпорный клапан 12 и направляющий гидрораспределитель 5 сливается в бак, а масло из насоса высокого давления 15, пройдя через предохранительный клапан 13, дозирующий клапан 18, фильтр 21, дроссель первой рабочей подачи 20 и направляющий гидрораспределитель 5, будет поступать в переднюю полость гидроцилиндра. Из задней полости гидроцилиндра масло будет сливаться в бак, проходя через клапан противодавления 11 и направляющий гидрораспределитель 5.
При дальнейшем движении головки рычаг переключателя 7 опять приподнимет фиксатор 6 и направляющий гидрораспределитель 5 сместится еще на одну ступень вправо. Масло будет распределяться, как и в предыдущем случае, только в переднюю полость гидроцилиндра оно будет поступать, пройдя дроссели первой 20 и второй 19 рабочих подач. Это будет соответствовать положению «Вторая рабочая подача».
При перемещении направляющего гидрораспределителя 5, аналогично предыдущим случаям, на очередную ступень вправо масло из обоих насосов, пройдя гидрораспределитель 5, минуя 334 клапан противодавления 11, откроет обратный клапан и поступит в заднюю полость рабочего цилиндра, а из передней полости, пройдя направляющий гидрораспределитель 5, будет сливаться в бак - положение «Быстрый отвод». Крайнее правое положение направляющего гидрораспределителя будет соответствовать по-шции
«Останов».
Для быстрого отвода силовой головки необходимо включить :оленоид отвода 4, который приподнимает фиксатор 6, и направ-тющий гидрораспределитель 5 займет положение, соответствующее быстрому отводу. Рычагом ручного управления 8 производят вручную регулирование работы поршня. Манометром 9 измеряют давление масла в панели.
§ 3. ШПИНДЕЛЬНЫЕ КОРОБКИ
Шпиндельная коробка предназначена для размещения рабочих шпинделей и зубчатых передач, передающих вращение шпинделям от приводного вала головки; ее монтируют на корпусе силовой головки.
Различают шпиндельные коробки со шпинделями, расстояние между осями которых остается постоянным, и коробки с раздвижными шпинделями, расстояние между которыми можно изменять в определенных границах. Шпиндельные коробки первого типа применяют значительно чаще коробок второго типа, как более жесткие.
Шпиндельная коробка (рис. 169) состоит из нормализованных деталей. Основными частями ее являются корпус 4, промежуточная плита 2, задняя плита /, передняя крышка 5 и верхняя крышка 3. В качестве опор шпинделей часто используют конические роликоподшипники, а при очень малом расстоянии между шпинделями передние опоры выполняют с игольчатыми роликоподшипниками или подшипниками скольжения.
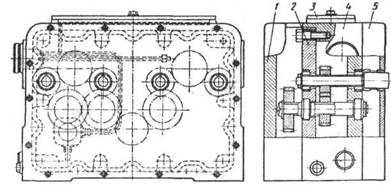
Рис. 169. Шпиндельная коробка:
1 - задняя плита; 2 - промежуточная плита; 3 - верхняя крышка; 4 - корпус 5 - передняя крышка
Глава XXII
АВТОМАТИЧЕСКИЕ ЛИНИИ § 1. КЛАССИФИКАЦИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
Автоматические линии представляют собой ряд взаимосвязанных станков, транспортных и контрольных механизмов, автоматически осуществляющих обработку деталей или сборку по заранее заданному технологическому процессу с единым механизмом управления и являются высокой ступенью организации труда.
Автоматические линии подразделяются в зависимости от величины штучного выпуска деталей на однопоточные (последовательного действия) и многопоточные (параллельно-последовательного действия); по роду станков - на линии, образованные из станков, специально построенных для данной линии, из полуавтоматов и автоматов общего назначения, из агрегатных станков,* из модернизированных (автоматизированных) универсальных станков; по способу передачи обрабатываемых деталей со станка на станок - на линии со сквозным транспортированием с проходом детали сквозь места зажима, применяемые при обработке корпусных деталей на агрегатных станках; на линии с верхним транспортированием - горизонтальным в продольном направлении и вертикальном в поперечном; на линии с боковым (фронтальным) продольно-поперечным транспортированием; на линии с комбинированным транспортированием; на линии с роторным транспортированием, применяемым в роторных линиях; по расположению оборудования - на замкнутые и незамкнутые. Замкнутые линии, бывают круговые и прямоугольные. У круговых имеется небольшое число позиций и используется поворотный стол (например, станки-комбайны). Большинство автоматических линий имеет незамкнутое расположение оборудования - прямолинейное, Г-образное П-образное, Ш-образное, зигзагообразное.
Основными факторами, влияющими на тип автоматической линии, являются вид детали и технологический процесс ее обработки. По виду обрабатываемых деталей различают следующие автоматические линии: для корпусных деталей, для валов, для деталей в форме дисков (зубчатых колес и др.), для колец шарикоподшипников, для мелких деталей (винтов, штифтов, роликов и т. п.).
§ 2. ОБОРУДОВАНИЕ АВТОМАТИЧЕСКИХ ЛИНИЙ
В состав автоматической линии помимо станков входят транспортная система и система управления. Транспортная система состоит из устройства для перемещения деталей, загрузочных, поворотных, ориентирующих устройств, приспособлений для установки и закрепления обрабатываемых деталей, устройств для отвода стружки и накопителей заделов.
Устройства для перемещения деталей. В автоматических линиях для перемещения обрабатываемых заготовок с одной рабочей позиции на другую применяют различные транспортные средства - транспортеры, механические руки, а также лотки и трубы и т. п. Например, для перемещения корпусных деталей, а также деталей, закрепленных в приспособлениях-спутниках, применяют шаговые транспортеры. Кроме шаговых транспортеров в автоматических линиях применяют цепные, ленточные и другие транспортеры.
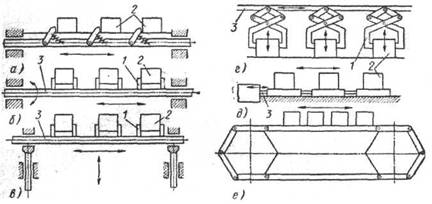
Рис. 170. Схемы транспортеров
Шаговый штанговый транспортер с собачками показан на рис. 170, а. Дл* перемещения деталей 2 эти транспортеры совершают возвратно-поступательное движение вдоль линии.
Шаговые штанговые транспортеры с флажками (рис. 170, б) обеспечивают точное перемещение и базирование обрабатываемых деталей на рабочих позициях станков линии. Шаговые транспортеры с флажками совершают прямолинейное возвратно-поступательное движение и вращательное движение штанги 3 с флажками 1 около своей оси. Обрабатываемые детали 2 перемещаются только при движении штанги вперед.
Схема шагового грейферного транспортера с флажками показана на рис. 268, в. Штанга 3 транспортера при перемещении деталей на линии последовательно выполняет два возвратно-поступательных движения - в горизонтальном и вертикальном положениях. Обрабатываемые детали 2 перемещаются флажками 1.
Шаговые рейнерные транспортеры (рис. 170, г) представляют собой усложненный вариант конструкции грейферных транспортеров; они перемещают детали 2 с помощью захватов 1, закрепленных на щтадге 3, расположенной над деталями, На толкающих шаговых транспортерах (рис. 268, д) перемещение обрабатываемых деталей 2 осуществляется штоком 3 гидро-или пневмоцилиндра, который давит на деталь, находящуюся в соприкосновении со штоком. При движении штока вперед все находящиеся на транспортере обрабатываемые детали перемещаются одновременно вдоль линии при взаимном давлении или транспортных устройств.
Цепные транспортеры (рис. 170, е) применяют на многих линиях, где требуется непрерывное транспортирование деталей в процессе их обработки. В качестве шаговых цепные транспортеры почти не применяют. Это объясняется тем, что обеспечить точное перемещение обрабатываемых деталей для их фиксации при базировании и зажиме на рабочих позициях
цепной транспортер не может,.
Приспособления для установки и закрепления обрабатываемых деталей на автоматических линиях применяют двух видов: стационарные и приспособления-спутники.
Стационарные приспособления предназначены только для выполнения определенной операции обработки детали на одном определенном агрегате (станке). Эти приспособления выполняют следующие функции: предварительное ориентирование обрабатываемой детали, базирование, окончательное ориентирование и фиксирование ее в этом положении, закрепление и раскрепление, направление режущих инструментов при обработке. В стационарных приспособлениях детали устанавливаются автоматически. Это осуществляется специальными питателями, которые могут совершать относительно простые пространственные перемещения деталей. Следовательно, подача деталей с транспортера в стационарное приспособление, установка детали на базовые поверхности, ее фиксация, закрепление, раскрепление и перемещение из рабочей зоны станка на транспортер должны осуществляться простыми пространственными движениями питателя. Стационарные приспособления используют на автоматических линиях в основном для деталей, неподвижных при обработке (головки и блоки цилиндров двигателей и т. д.).
На многих автоматических линиях применяют приспособления-спутники. Они служат для закрепления деталей сложной конфигурации, не имеющих удобных поверхностей для надежного базирования при транспортировании и обработке. Эти приспособления сохраняют ориентацию при транспортировании и легко базируются, фиксируются и закрепляются в рабочих позициях линии. Установка и закрепление деталей в таких приспособлениях, а также освобождение и удаление деталей из них после обработки осуществляют вручную или автоматически с помощью специальных устройств, установленных в начале линии.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
