

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
От этого электродвигателя могут осуществляться следующие механические подачи и установочные движения рабочих органов: осевая подача расточного шпинделя 6 и радиальная подача суппорта 5, вертикальное перемещение шпиндельной бабки 3 и одновременное перемещение люнета /, поперечная и продольная подачи стола 2.
Осевое перемещение расточного шпинделя может осуществляться механически и вручную. Механические осевые подачи расточного шпинделя производятся от электродвигателя N = 2,1 кВт через цилиндрическую
16 1 Л/г 60
пару—, электромагнитную муфту Ms, коническую пару —, цилиндрические
54 50 , Л/Г 54 62
колеса —, коническую передачу—, муфту М6, цилиндрические колеса —,—
45 25 54 44
и — и ходовой винт с шагом Р = 20 мм.
31
При нарезании резьбы необходимо, чтобы за один оборот шпинделя осевое перемещение его было равно шагу нарезаемой резьбы. Расчетная кинематическая цепь при нарезании резьб начинается от шпинделя 6 и заканчивается его осевым перемещением. Необходимый шаг нарезаемой
резьбы обеспечивается подбором сменных зубчатых колес —.
Ъ d
Радиальное перемещение суппорта планшайбы осуществляется через планетарный механизм. Корпус планетарного механизма вращается от вала
92 VII планшайбы через косозубую передачу —, Кроме того, центральное
зубчатое колесо z = 16 этого механизма вращается от вертикального вала через
4 А, Л* 64
червячную пару — муфту М& и цилиндрическую пару —.
Планетарный механизм, суммируя оба эти движения, вращает вал с
зубчатым колесом z = 35 и через зубчатую передачу-------- —, конические
17
колеса— и червячно-реечную передачу перемещает радиальный суппорт
планшайбы.
Суппорт располагается на планшайбе, которая может вращаться с
различной частотой п'. Это усложняет механизм подач суппорта. Для осуществления движения суппорта на планшайбу свободно насажено зубчатое колесо z = 100, которое получает вращение от зубчатого колеса z = 35, посаженного на левом ведомом валу планетарной передачи. У этой передачи для данного станка ведущими являются корпус (водило) и вал с зубчатым колесом z = 16. Обозначим частоту вращения вала с колесом z = 16пь частоту вращения корпуса (водила) пО, а частоту вращения ведомого вала я4. Для определения частоты вращения валов планетарной передачи используют формулу Виллиса (см. стр. 55)
П\ ~П0 _ Z2Z4 ( Л"1
где т - число наружных зацеплений (для нашего случая m = 2).
Подставив в формулу Виллиса значения чисел зубчатых колес Zi, Z2,z3, и z4, получим
пх-пй = 32-23 _ 23 и4 -п0 16-16 8
Отсюда выводим формулу для определения частоты вращения п4 ведомого вала
8 15
4 23 1 23 0
Теперь находим частоту вращения зубчатого колеса z =100 при выключенном механизме подач, т. е. при П] = 0 и при вращающейся планшайбе с частотой п':
15 , 92. _ 15 92 . _ 20
[J _— ' flfx л Tin -- it ъ fit ---- ft --- *"" it
4 23 °' ° 21 4 23 21 7
,oo 4 35 20 35 тогдап = n — = —w — = rv 100 7 100
Следовательно, частота вращения зубчатого колеса z = 100 при выключенном механизме подач будет совпадать с частотой вращения планшайбы, т. е. зубчатое колесо z = 100 будет вращаться синхронно с планшайбой и суппорт не будет иметь радиального перемещения.
Для определения величин радиального перемещения суппорта необходимо знать передаточное отношение передачи от вала с зубчатым колесом ъ - 16 до вала с колесом z = 35:
л 4 8 1 . и4 8
при no=O rv =—и1 т. е. i = — = —
23 Wj 23
Тогда управление кинематической цепи подачи радиального суппорта будет иметь вид
_ 16/., чбО 4 /., ч64 8 35 10017., .
,$„, • = «,nA, —(м,)------------- (М„)----------------------- \6мм/мин
pri. mm эп. дв 7?v 5/4829v 8 ^ 50 23 100 23 17
Вертикальное перемещение шпиндельной бабки осуществляется вертикальным ходовым винтом с шагом Р = 8мм при включенной муфте Мз
Вертикальное перемещение люнета производится ходовым винтом с шагом Р = 6 мм одновременна и синхронно с вертикальным перемещением шпиндельной бабки. Точное положение люнета и оси шпинделя по высоте корректируют вручную вращением гайки, перемещающей люнет.
Движения стола. Продольное перемещение стола осуществляется
ходовым винтом с шагом Р = 10 мм при вклю. ченнои муфте М4. Поперечное перемещение стола осуществляется от электродвигателя N = 2,1 кВт с помощью винта с шагом! = дАигаМтеля ТП Гл nPOHf 6ДИТСЯ либо от отдельного электродвигателя N = 1,5 кВт, либо вручную-
§ 3. КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
На координатно-расточных станках можно размечать и центровать, сверлить, развертывать и окончательно растачивать отверстия, обрабатывать фасонные контуры, фрезеровать торцы бабышек и др.
Станки этого типа применяют для обработки точных отверстий в тех случаях, когда расстояния между их осями или расстоянияих осей от базовых поверхностей детали должны быть выдержаны с очень высокой степенью точности.
Точные расстояния между осями обработанных отверстий и принятыми базовыми поверхностями получают на этих станках без применения каких-либо приспособлений для направления инструмента. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры вместе с индикаторными устройствами, прецизионные масштабы в сочетании с оптическими приборами и индуктивные проходные винтовые датчики. Для этих целей применяют системы: механические, оптико-механические, оптические, оптико-электрические, электрические.
Координатно-расточные станки бывают одностоечные и двухстоечные. Одностоечные координатно-расточные станки обычно снабжают крестовым столом, который может перемещаться в двух взаимно перпендикулярных направлениях (продольном и поперечном). Шпиндель имеет вращательное движение и движение подачи в осевом направлении. У двухстоечных координатно-расточных станков стол может перемещаться только в продольном направлении, а поперечное перемещение по траверсе получает головка со шпинделем.
Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ. Во избежание температурных влияний окружающей среды на точность работы координатно-расточные станки необходимо устанавливать в изолированном помещении, где поддерживается температура 20° С.
Наиболее распространены следующие координатно-расточные станки: одностоечные - 2411, 2421, 2431, 2440С, 2В440А, 2А450, 2Д450; двухстоечные - 2455, 2457, 2458, 2459, 2В460, 2А470.
На рис. 148 показан одностоечный координатно-расточной станок-2А450. Основной особенностью станка является то, что он оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части размера. Поэтому точность отсчета перемещений стола не зависит от механизмов, перемещающих стол, и не нарушается даже при износе этих механизмов.
В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат 0,001 мм, в полярной системе - 5 угловых секунд.
Координаты отсчитывают с помощью точных масштабных зеркальных
валиков и оптических приборов. Зеркальные валики представляют собой стержни из нержавеющей стали, на которых нанесены тонкие винтовые риски с точным шагом. Поверхность валиков доведена до зеркального блеска. Координаты устанавливают по точным шкалам при наблюдении через специальные микроскопы. Зеркальный валик размещают на столе станка и перемещают вместе
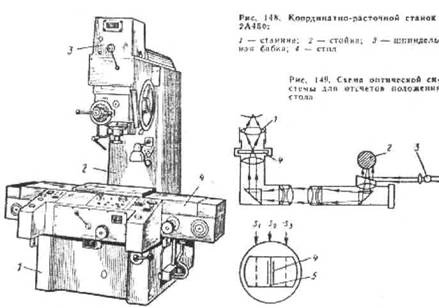
Рис 81 и Рис 82
с ним. На рис. 82 показана схема хода лучей при наблюдении продольного размера. От осветительного элемента 3 на поверхность валика 2 направляется пучок света, который отражается от валика и, проходя через ряд призм и линз, попадает на микроскоп 1. В микроскоп видна освещенная поверхность валика и риска 5. Риска может быть в положениях S\, s2 или S3. Для правильного отсчета положений стола его надо передвигать до тех пор, пока риска 5 не расположится точно "между двумя неподвижными линиями визира" 4 (эти линии нанесены на тонкую стеклянную пластинку). Следовательно, если риска 5 видна в положениях s\ или S3, то стол нужно сдвинуть так, чтобы риска заняла положение s2.
Перемещения измеряют с помощью шкал зеркальных валиков. Величина перемещения, равная целым миллиметрам, отсчитывается по масштабным линейкам с миллиметровыми делениями. Перемещения, составляющие доли миллиметров, отсчитывают по лимбам, закрепленным на валиках со шкалами. Точность отсчетов зависит от точности шага рисок масштабного валика.
Сущность индуктивного метода отсчета координат, который применяется у некоторых координатно-расточных станков, состоит в следующем. На станке имеется индуктивный винтовой механизм (рис. 83), который содержит винт-якорь 5,.и датчик, состоящий из проходных гаек 1 и 2 с шагом 5 мм. Датчик прикреплен к столу и перемещается вместе с ним. Гайки являются сердечниками, на которые намотаны катушки, создающие в гайках магнитный поток при прохождении тока. Между наружной поверхностью винта и внутренней поверхностью гайки имеется радиальный зазор 0,3—0,4 мм. Шаг винта-якоря также равен 5 мм.
Каждая из гаек-сердечников смещена относительно другой на половину шага. Суммарные воздушные зазоры между торцами витков гаек 1 и 2 и винта-якоря 5 будут равны и минимальны лишь в одном относительном
положении. Это положение повторяется на каждом шаге винта-якоря. Во всех других случаях при перемещении в пределах шага увеличение зазоров в одном полудатчике сопровождается уменьшением их в другом. Это приводит к изменению силы тока в цепи электроиндикатора МА (микроамперметра со шкалой ±100 мкА). Когда зазоры в обоих полудатчиках равны, сила тока в цепи электроиндикатора будет равна нулю. Таким образом, при перемещении датчика вместе со столом относительно винта будет фиксироваться точное положение стола через каждые 5 мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
