

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Поскольку величина контактных напряжений пропорциональна мгновенной площади пятна контакта инструмента и заготовки (МПК), наиболее рациональной представляется заборная часть резьбонакатного инструмента,
обеспечивающая кинематическую адаптацию МПК, т. е. равномерность ее распределения по всем виткам заборной части.
Аналитическое определение величины МПК требует решения задачи о пересечении двух тел в пространстве, предполагающей вычисление двойного интеграла и решение системы дифференциальных уравнений, что в общем случае возможно только с помощью численных методов, отличающихся низкой точностью и надежностью результатов. Для треугольных резьб наиболее рациональным способом вычисления МПК является методика [2], основанная на расчете МПК через площадь ее проекции на основание усеченного конуса, образующего половину витка заборной части инструмента. Витки заборной части инструмента для накатывания трапецеидальных резьб имеют более сложную форму, так как, чтобы облегчить внедрение витков инструмента в заготовку и избежать возникновения застойных зон, витки заборной части инструмента для накатывания трапецеидальных резьб выполняются с закругленными вершинами. МПК таких, сложных по форме витков заборной части, может быть рассчитана с помощью их аппроксимации множеством усеченных
конусов, имеющих разный угол основания (кусочно-линейная аппроксимация) [1]. Погрешность данной методики, в большинстве случаев, не превышает 5%.
Статистический анализ износа роликов, применяемых на ОАО "Муроммашзавод" для накатывания наружной резьбы Тр18х4 аксиальной резьбонакатной головкой ВНГН на токарно-винторезном станке (рис. 1), показывает, что износ витков заборной части резьбонакатных роликов пропорционален их МПК, рассчитанной по предлагаемой методике, подтверждая правомерность изложенных выше предположений. % изношенных sr, мм2
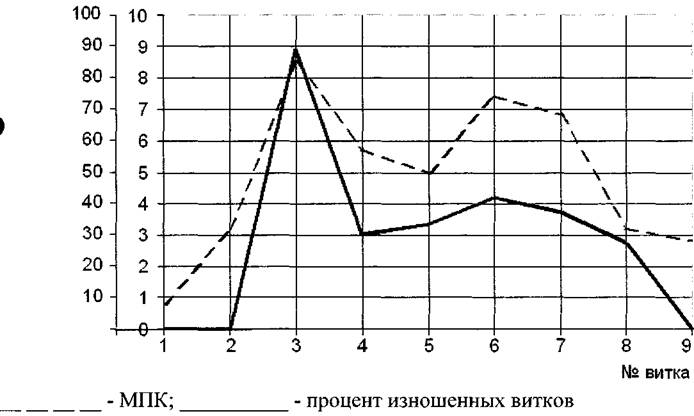
Рис. 1 Статистика износа витков заборной части роликов для накатывания резьбы Тр18х4.
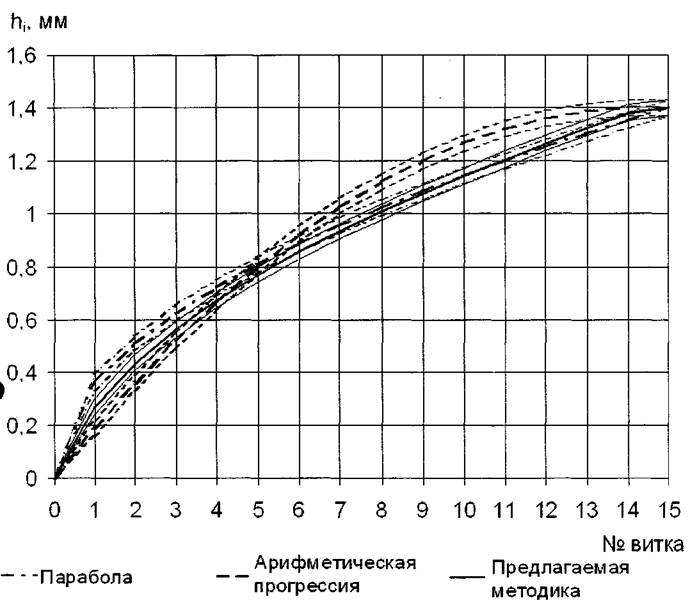
Рис. 2. Профили заборной части роликов для накатывания резьбы Тр18х4. На рис. 2 приведены профили заборной части роликов для накатывания резьбы Тр18х4, построенные по параболе, арифметической прогрессии и предлагаемой методике, основанной на кинематической адаптации МПК, (с учетом поля допуска на изготовление, равного ± 0,03 мм). Сравнение профилей показывает, что профиль, построенный исходя из кинематической адаптации МПК, существенно отличается от профиля, построенного по арифметической прогрессии и более близок к параболическому профилю (за исключением начального участка), что свидетельствует о том, что в некоторых случаях рациональный профиль заборной части может быть с определенной степенью точности аппроксимирован параболой или отрезками парабол.
Профилирование заборной части роликов для накатывания трапецеидальной резьбы исходя из кинематической адаптации МПК позволяет повысить их стойкость в 1,5...2 раза. Предлагаемая методика может применяться для профилирования любого инструмента для накатывания трапецеидальных резьб, например бесстружечных метчиков. Повышенная стойкость разработанного инструмента делает экономически целесообразным накатывание трапецеидальных резьб на заготовках из труднообрабатываемых и предварительно упрочненных материалов, что особенно важно для тяжелонагруженных ходовых резьб. Исследования проводились при поддержке гранта Минобразования РФ.
Резьбонакатывание является одним из наиболее прогрессивных способов изготовления резьб. Оно обеспечивает высокую производительность и качество обработки.
Однако, в некоторых случаях, например при обработке крупных, трапецеидальных резьб, резьб на заготовках из труднообрабатываемых или предварительно упрочненных материалов, резьбонакатывание становится экономически невыгодным из-за низкой стойкости инструмента. При накатывании резьбы с осевой подачей (аксиальными резьбонакатными головками или бесстружечными метчиками) преждевременный выход из строя инструмента в значительной степени обусловлен неравномерностью нагружения витков его заборной части. Традиционные методики профилирования заборной части (рис. 1) не обеспечивают равномерного нагружения всех ее витков, что приводит к быстрому износу или разрушению наиболее нагруженного витка.
Так как контактные напряжения прямо пропорциональны мгновенной площади пятна контакта инструмента и заготовки (МПК), научным
коллективом сотрудников Муромского института (филиала) Владимирского государственного университета разработана оригинальная методика
профилирования заборной части инструмента для накатывания наружных и
внутренних резьб произволь
ной формы профиля (треугольных, трапецеидальных, круглых и т. д.), основанная на расчете МПК каждого витка. Сконструированный по данной методике инструмент (рис. 2) имеет стойкость в 1,5...2 раза больше, чем традиционный.
|

Рис. 2. Ролики для накатывания наружной резьбы М27х2.
Если подставить эти значения в формулы передаточных отношений, то получим ii=V4; i2=1/2; 1з=1; i4=2, т. е. все передаточные отношения отличаются друг от друга в 2 раза (следовательно, знаменатель ряда ф=2).
Достоинства механизма Меандра - однорычажное управление, малые осевые размеры и большой диапазон регулирования. Меандр широко применяют в токар-но-винторезных станках для образования первой переборной группы в механизме подач. Основные недостатки механизма Меандра: недостаточно жесткое и точное сопряжение включенных колес, ненадежная смазка и возможность засорения передач через вырезы в корпусе коробки и постоянное вращение всех блоков колес на валах, в том числе и не участвующих в передачи движения.
Существуют механизмы Меандра с передвижным зубчатым колесом вместо накидного. В этом случае жесткость конструкции увеличивается, но так как передвижное колесо может сцепляться только с большими колесами блоков, то для получения того же количества передаточных отношений, что и механизме с накидным колесом, требуется большее число блоков зубчатых колес.
БЕССТУПЕНЧАТЫЕ ПРИВОДЫ
|
|
Бесступенчатые приводы применяют для плавного и непрерывного изменения частоты вращения шпинделя или подачи. Они позволяют получать наивыгоднейшие скорости резания и подачи при обработке различных деталей. Кроме того, они дают возможность изменять скорость главного движения или подачу во время работы станка без его установки.
В станках применяют следующие способы бесступенчатого регулирования скоростей главного движения и движения подачи:
1. электрическое регулирование производит
ся изменением частоты вращения электро
двигателя, который приводит в движение
соответствующую цепь станка.
2. гидравлическое регулирование применяет
ся главным образом для регулирования
скоростей прямолинейных движений (в
строгальных, долбежных и протяжных
станках), значительно реже - вращатель
ных движений.
3. регулирование с помощью механических
вариаторов', большинство механических
вариаторов, применяемых в станках, яв
ляются фрикционными вариаторами; ниже
приводится описание некоторых механи
ческих вариаторов, используемых в стан
ках.
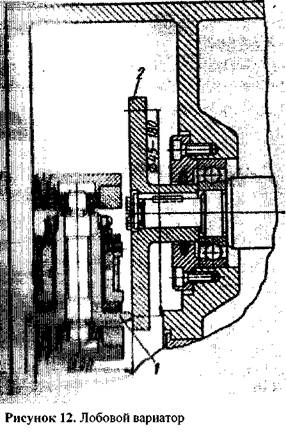
Лобовой вариатор показан на рисунке 12. При перемещении малого ведущего ро-
лика 1 относительно диска 2 изменятся рабочий радиус последнего и, следовательно, передаточное отношение между ведущим и ведомом валами.
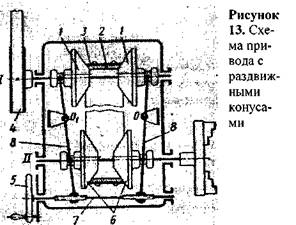
Привод с раздвижными конусами (рисунок 73)работает так. От шкива 4 на валу I вращается два ведущих конуса 1. на валу II находятся два ведомых конуса 6, по диаметру равных ведущим. Передача между валами осуществляется клиновидным ремнем 2 с деревянными накладками 3 с внутренней стороны или широким ремнем соответствующего профиля. Для изменения частоты вращения вала II рычагами 8, поворачивающихся вокруг точек О и Оь сближаются или раздвигаются конусы на валу I и соответственно в равной степени сближаются или раздвигаются конусы на валу П. Рычаги 8 поворачиваются маховиком 5 через винт 7 с правой и левой резьбой.
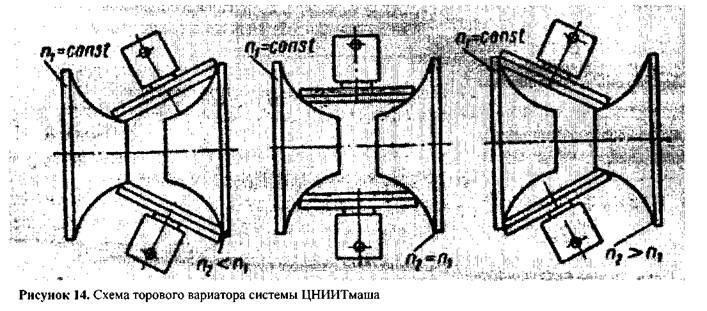
Торговый вариант системы ЦНИИТмаша (рисунок 14} был применен для главного движения в токарном станке 1М620. Передаточное отношение вариатора изменяется наклоном роликов, при повороте которых изменяются радиусы контакта роликов с ведущей и ведомой фрикционными чашками.
МЕХАНИЗМЫ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
В современных металлорежущих станках для осуществления прямолинейных движений используют преимущественно следующие механизмы: зубчатое колесо-рейку, червяк-рейку, ходовой винт-гайку, кулачковые механизмы, гидравлические устройства, а также электромагнитные устройства типа соленоидов.
Механизм зубчатое колесо-рейка применяют в приводе главного движения и движения подачи, а также в приводе различных вспомогательных перемещений.
Механизм червяк-гайка применяют в передачах двух типов: с расположением червяка под углом к рейке, что позволяет (в целях большой плавности хода передачи) увеличить диаметр колеса, ведущего червяк, и с параллельным расположением в одной плоскости осей червяка и рейки, когда рейка служит как бы длинной гайкой с неполным углом охвата винта-червяка. Условия работы этой передачи значительно благоприятнее условий работы передачи зубчатое колесо-рейкХодовой винт-гайка является широко применяемым механизмом для осуществления прямолинейного движения. С помощью этого механизма можно производить медленные движения в приводе подач.
|

|

Винтовые пары качения. Винтовые пары скольжения из-за больших потерь при скольжении в резьбе и связанного с ним износа заменяют винтовыми парами качения. Они имеют малые потери на трение, высокий КПД, кроме того, в них могут быть полностью устранены зазоры в резьбе в результате создания предварительного натяга. Замена трения скольжения трением качения в винтовой паре возможна либо использованием вместо гайки роликов, свободно вращающихся в своих осях, либо применением тел качения (шариков, а иногда и роликов). На рисунке 75 показана шариковая пара, у которой в резьбу между винтом 1 и гайкой 4 помещены шарики 2. Шарики катятся по канавкам закаленного ходового винта и гайки. При вращении винта шарики, перекатываясь по канавке, попадают в отверстие гайки и, проходя по желобу 3, через второе отверстие снова возвращаются в винтовую канавку. Таким образом шарики постоянно циркулируют в процессе работы передачи. Как правило, в шариковых парах применяют устройства для выработки зазоров и создания предварительного натяга.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
