

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
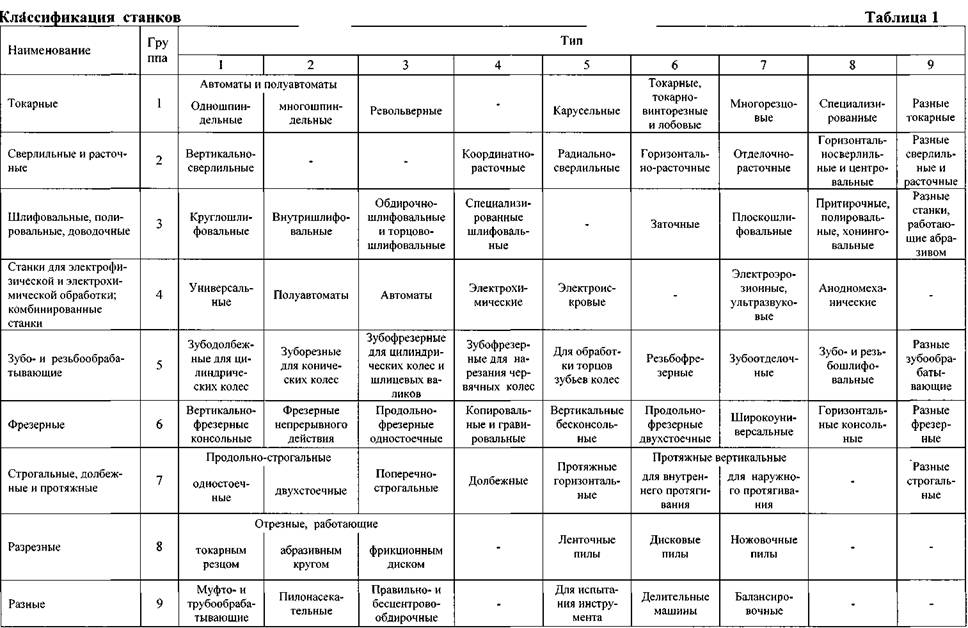
КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Металлорежущий станок является машиной, с помощью которой путем снятия стружки с заготовки получают с требуемой точностью детали заданной формы и размеров.
Выпускают большое количество металлорежущих станков, различных по назначению, техническим возможностям и размерам. Все станки, выпускаемые серийно, делятся на девять групп. Каждая группа, в свою очередь, включает несколько типов станков (Таблица 1).
Нумерация станков. Модель станка обозначают тремя или четырьмя (иногда с добавлением букв) цифрами. Первая цифра указывает группу станка, вторая - тип, последние одна или две цифры указывают на один из характерных его размеров. Буква между цифрами указывает на модернизацию станка, а буква после всех цифр - модификацию (видоизменение) базовой модели станка или технологические особенности его. Например, станок 2Н135: цифра 2 означает, что станок относится ко второй группе - сверлильный; Н - модернизированный; цифра 1 указывает на принадлежность станка к первому типу - вертикально-сверлильный; последние две цифры означают максимальный диаметр сверления 35мм.
Модели специализированных и специальных станков обозначают одной или двумя буквами, к которым добавляют также цифры, указывающие порядковый номер модели станка.
По степени специализации различают следующие станки.
1. Универсальные станки, выполняющие различные операции при обработке раз
нообразных деталей. Станки, используемые для очень большого диапазона ра
бот, называют широкоуниверсальными. К универсальным станкам относится,
например, токарно-винторезный станок 16К20.
2. Специализированные станки, обрабатывающие детали, сходные по конфигура
ции, но имеющие различные размеры, например, ступенчатые валики, кольца
подшипников качения, труб и т. п. К числу таких станков относятся, в частности,
многорезцовые токарные, токарные для обработки коленчатых валов, зубообра-
батывающие резьбонарезные и другие станки.
3. Специальные станки, предназначенные для обработки одной определенной де
тали или деталей только одного типоразмера, например, лопаток газовых тур
бин.
По степени точности различают станки пяти классов. Класс Н - станки нормальной точности; к нему относится большинство универсальных станков. Класс П — станки повышенной точности, изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности изготовления ответственных деталей станка и качеству сборки и регулированию. Класс В - станки высокой точности, достигаемой за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, к качеству сборки и регулированию узлов и станка в целом. Класс А - станки особо высокой точности; при их изготовлении предъявляются еще более жесткие требования, чем при изготовлении станков класса В. Класс С — станки особо точные или мастер-станки, предназначенные для изготовления деталей, определяющих точность станков класса А и В.
По массе различают станки легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10 т). Тяжелые, в свою очередь, делятся на крупные (10-30 т), собственно-тяжелые (30-100 т) и особо тяжелые, уникальные (более 100 т).
|


Примечания: 1. Нормаль распространяется на ряды частот вращения, подач, мощностей и других параметров станков.
2. Ряды частот вращения более 1000 и менее 1 получают умножением или делением табличных данных на 1000.
3. Ряды со знаменателями ф, заключенными в скобки, по возможности применять только для частот вращения и подач.
4. Допускается составление производных рядов из нормальных путем пропуска некоторых частот (например, ряд 132, 190, 265, 375, 530 и т. д.).
5. Частота вращения вала не должна отклоняться от табличных значений более чем на ±10(0-1)%. Кроме того, в приводе асинхронного электро
двигателя допускается смещение ряда частот вращения в сторону уменьшения до 5% от частот ряда, подсчитанных по синхронной частоте
вращения.
|
|
ДВИЖЕНИЯ В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для получения на металлорежущем станке детали требуемой формы и размеров рабочим органам станка необходимо сообщить определенный комплекс согласованных друг с другом движений. Эти движения можно разделить на основные и вспомогательные. К основным движениям относятся главное движение, называемое также движением резания, и движение подачи. В некоторых станках имеют место и другие виды главных движений, например движение деления, обкатки и др. С помощью этих движений осуществляется процесс снятия стружки с обрабатываемой заготовки. Скорость главного движения определяется главной скоростью резания, а величина подачи зависит от требуемой шероховатости обработанной поверхности.
Вспомогательные движения необходимы для подготовки процесса резания, обеспечения последовательной обработки нескольких поверхностей на одной заготовке или одинаковых поверхностей на различных заготовках. К числу вспомогательных движений относятся: а) движение для настройки станка на заданные режимы резания; б) движение для наладки станка в соответствии с размерами и конфигурацией заготовки; в) движение управления станком в процессе работы; г) движение соответствующих рабочих органов для подачи и зажима прутка или штучных заготовок; д) движение для закрепления и освобождения рабочих органов станка.
Вспомогательные движения можно выполнять как автоматически, так и вручную. В станках-автоматах все вспомогательные движения автоматизированы и выполняются механизмами станка в определенные моменты времени в соответствии с технологическим процессом обработки детали.
Главное движение в металлорежущих станках бывает чаще всего двух видов - вращательное и прямолинейное (возвратно-поступательное). В отдельных станках главное движение может иметь более сложный характер, но определяется оно также через вращательное и поступательное движения. Главное движение может сообщаться либо обрабатываемой заготовке, либо инструменту. Например, у станков токарной группы главным движением является вращение обрабатываемой заготовки; у фрезерных, шлифовальных и сверлильных - вращение инструмента; у долбежных, протяжных, некоторых зубообрабытывающих и других - возвратно-поступательное движение инструмента; у продольно-строгальных станков - возвратно-поступательное движение заготовки.
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных многошпиндельных автоматах).
Движение подачи у металлорежущих станков может быть непрерывным или прерывистым (периодическим), простым или сложным, состоять из нескольких самостоятельных движений или отсутствовать. Например, токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым движение бывает, например, у продольно-строгальных станков. Примером сложного движения подачи может служить движение подачи в зубофрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи - вращательное движение детали (круговая подача), продольное осевое перемещение детали или шлифовального круга (продольная подача) и поперечная подача, сообщаемая шлифовальному кругу. В протяжных станках движение подачи отсутствует.
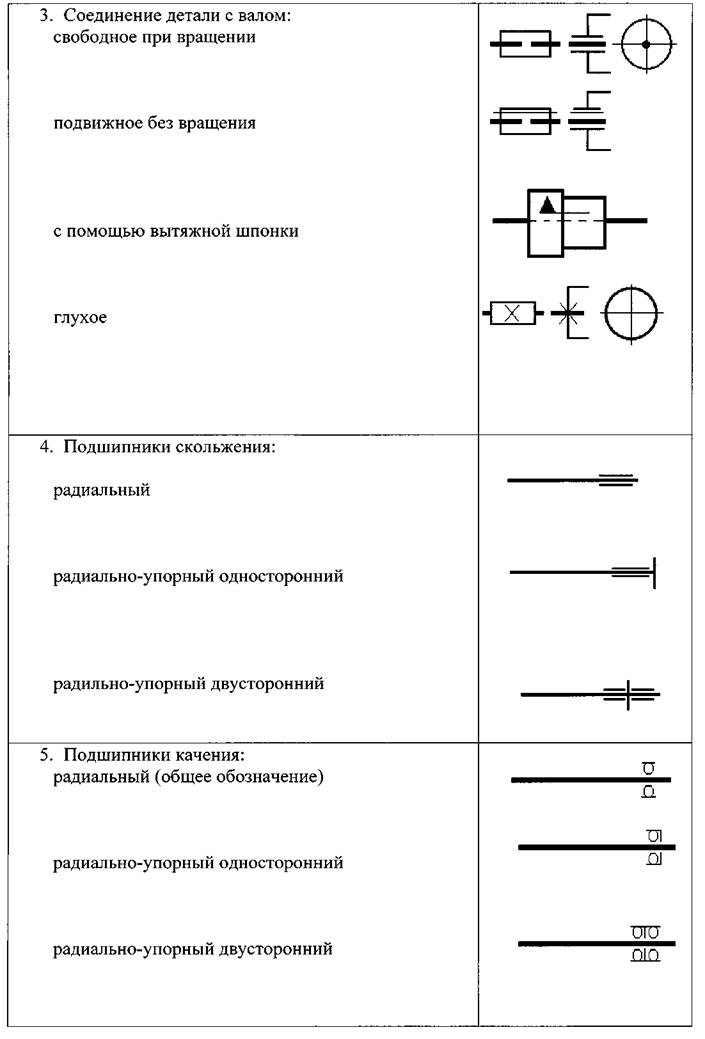
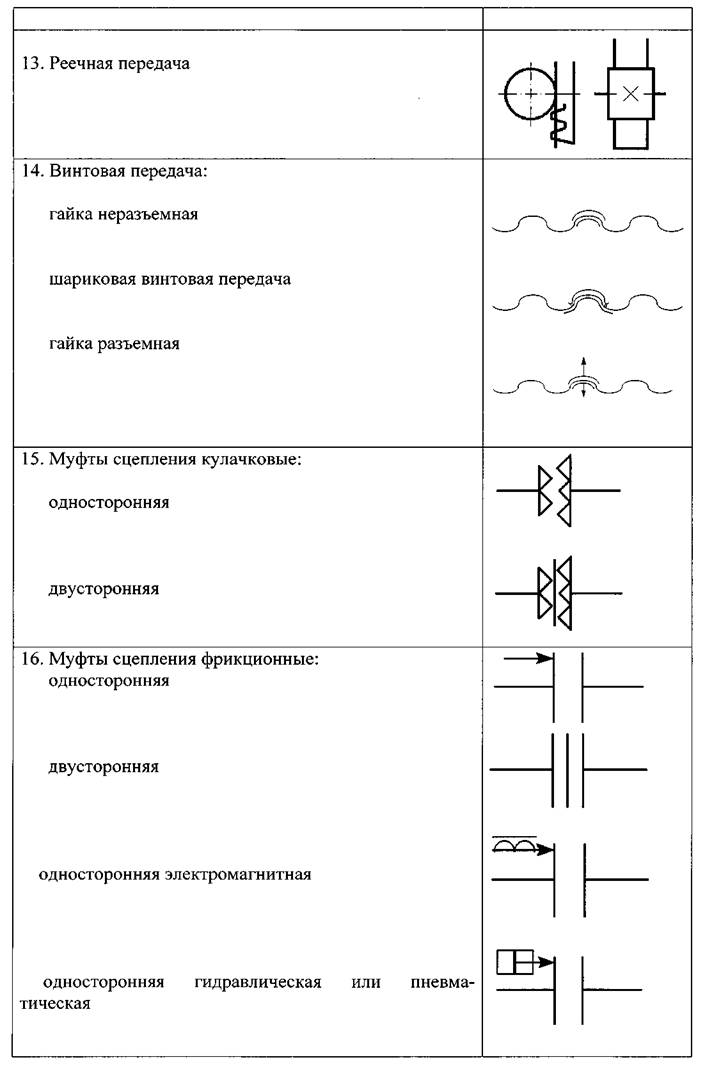
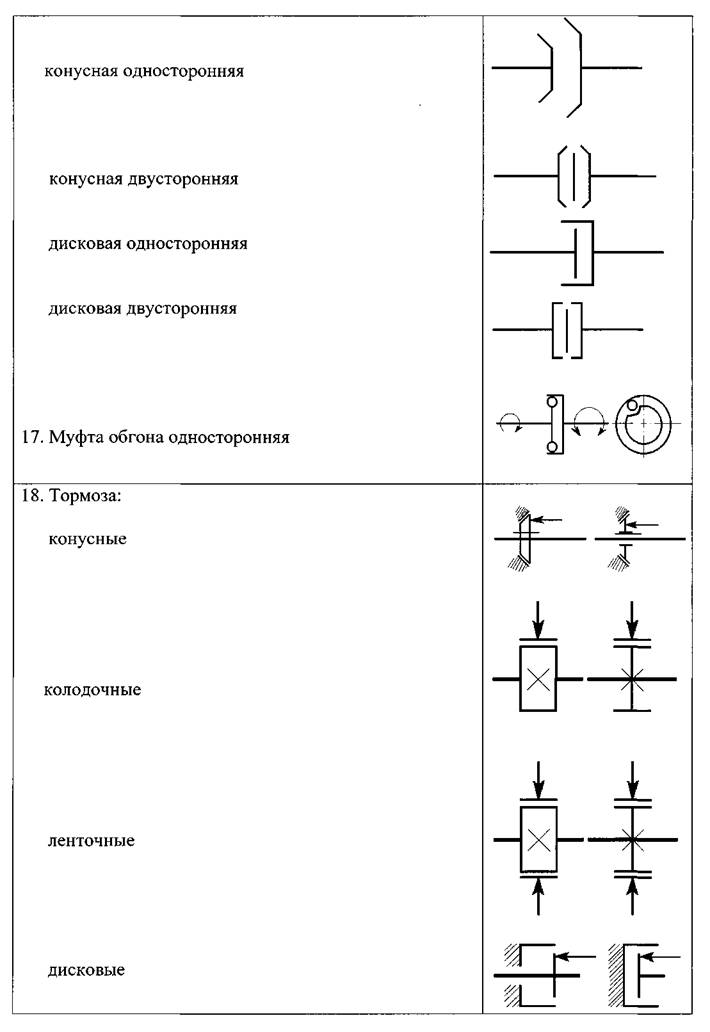
КИНЕМАТИЧЕСКИЕ СХЕМЫ СТАНКОВ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ИХ ЭЛЕМЕНТОВ
Кинематическая схема станка представляет собой условное изображение взаимосвязи его элементов и механизмов. Для вычерчивания кинематических схем пользуются условными обозначениями, основные из которых приведены в таблице
2.
Таблица 2.

|
|

|
|

Кинематические схемы вычерчивают в произвольном масштабе. Однако, следует стремиться вписывать кинематическую схему в контуры основной проекции станка или важнейших его узлов, добиваясь сохранения их относительного расположения.
Для станков, у которых наряду с механическими передачами имеются гидравлические, пневматические и электрические устройства, составляются также гидравлическая, пневматическая, электрическая схемы.
ОПРЕДЕЛЕНИЕ ПЕРЕДАТОЧНЫХ ОТНОШЕНИЙ И ПЕРЕМЕЩЕНИЙ В РАЗЛИЧНЫХ ВИДАХ ПЕРЕДАЧ.
Отношение частоты вращения (числа оборотов в минуту) п2 ведомого вала к частоте вращения п\ ведущего вала называется передаточным отношением:
![]()
|
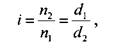
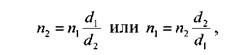
Ременная передача. Передаточное отношение без учета скольжения ремня (рисунок 1, а)
откуда

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
