

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (N = 1,5 кВт; п = 1420 об/мин) через
27 зубчатую передачу — и коробку скоростей (рис. 76). Коробка скоростей с
помощью двух тройных
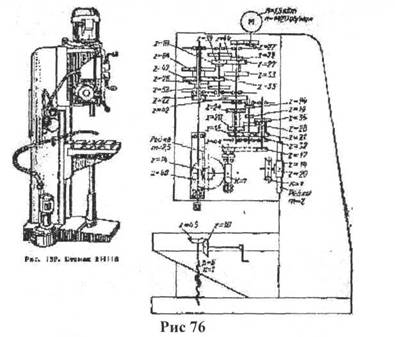
блоков зубчатых колес сообщает шпинделю девять различных значений частот вращения шпинделя. В случае необходимости можно сдвинуть диапазон частот вращения шпинделя вверх или вниз путем изменения передаточного отношения зубчатой передачи, расположенной между электродвигателем и коробкой скоростей. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
Уравнение кинематической цепи для максимальной частоты вращения
шпинделя
27 33 52 «^ =1420——— = 2840об/мин
шах 2? 33 26
22 Движение подачи передается от шпинделя через зубчатые колеса —,
17 1
коробку подач, зубчатую передачу —, червячную пару — и реечную
передачу (z = 14, m = 2,5) на гильзу шпинделя. Коробка подач обеспечивает получение шести различных подач. Уравнение кинематической цепи для максимальной подачию
■ 22 24 32 17 1
s = 1об. шп.—————3,14-2,5-14 = 0,56мм/об. 42 24 2144 60
Вспомогательные движения. Коробки скоростей и подач, шпиндель и механизм подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны при вращении
соответствующей рукоятки через червячную — и реечную (z = 14, m= 2)
пары. Вертикальное перемещение стола производят также вручную поворотом рукоятки через коническую и винтовую пары.
§2. РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2М55
Станок (рис. 77) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве. Станок удобен для многоинструментальной обработки. Совмещение оси отверстия заготовки с
осью шпинделя достигается перемещением шпиндельной головки.(бабки) относительно неподвижной детали по направляющим траверсы (рукава) и поворотом траверсы вместе с поворотной наружной колонной вокруг неподвижной внутренней
колонны.
Характеристика и принцип работы станка. Наибольший диаметр сверления 50 мм; конус шпинделя Морзе № 5; вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны 375-1600 мм; частота вращения шпинделя 20-2000 об/мин; пределы подач 0,056-2,5 мм/об; мощность электро-
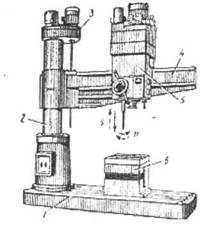
Рис. 77. Радиально-сверлильный станок 2М55
1- фундаментная плита; 2 - поворотная наружная колонна; 3- механизм перемещения и зажима траверсы; 4 - траверса; 5 - шпиндельная головка; 6 приставной стол
двигателя главного движения 4 кВт; габаритные размеры 2665X1028X3430 мм; масса 4700 кг.
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка (могут быть применены многошпиндельные сверлильные головки). Затем инструмент устанавливают относительно обрабатываемой заготовки поворотом траверсы 4 вместе с поворотной наружной колонной 2 и перемещением шпиндельной головки 5 по траверсе. В соответствии с высотой заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте, перемещение и закрепление шпиндельной головки на траверсе, переключение скоростей и подач шпинделя и т. д.
Ручное горизонтальное перемещение шпиндельной головки по траверсе происходит с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы после окончания перемещения, а также освобождение траверсы перед началом перемещения
происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим одной кнопки вызывает закрепление колонны и головки, нажим другой — их освобождение. Сила закрепления регулируется продолжительностью нажима кнопки. Поворот траверсы с полой колонной производится от руки.
Радиально-сверлильный станок 2М55 имеет высокую жесткость и надежные зажимы узлов. В нем применен преселективный набор частоты вращения шпинделя и подач.
Наиболее распространенными из радиально-сверлильных станков являются станки 2Е52 (наибольший диаметр сверления 25 мм), 2Л53 (наибольший диаметр сверления 35 мм), 2М55, 2М57 (наибольший диаметр сверления 75 мм), 2М58 (наибольший диаметр сверления 100 мм) и др. Выпускают и переносные радиально-сверлильные станки, которые допускают обработку отверстий в различно расположенных плоскостях. На рис. 142 показан переносной радиально-сверлильный станок.
Глава XII
РАСТОЧНЫЕ СТАНКИ
На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать отверстия, подрезать торцы резцами, фрезеровать поверхности и пазы, нарезать резьбу метчиками и резцами и т. д. (рис. 78).
Расточные станки подразделяют на горизонтально-расточные, координатно-
расточные и алмазно-расточные (отдел очно-расточные). Для тонкой (алмазной) обработки деталей применяют алмазно-расточные станки, которые позволяют растачивать отверстия с отклонением поверхности отверстия от цилиндрической формы в пределах 3—5 мкм. Координатно-расточные станки предназначены для обработки точных отверстий в тех случаях, когда нужно получить точные межцентровые расстояния или расстояния осей отверстий от базовых поверхностей (в пределах 0,005-0,001 мм).
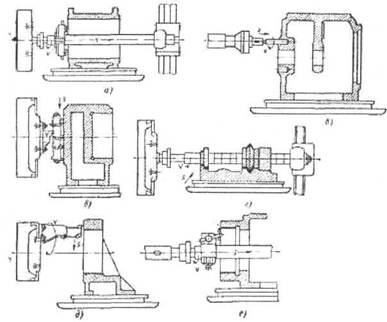
Рис. 78. Работы, выполняемые на горизонтально-расточных станках:
а - растачивание цилиндрических отверстий; б - сверление отверстий; в - обработка вертикальной поверхности торцовой фрезой; г - обработка гори-еонтальных плоских и фасонных поверхностей; д - обработка торца резцом е - нарезание внутренней резьбы резцом
§ I. УНИВЕРСАЛЬНЫЙ ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК 2620В
Станок (рис. 79) предназначен для обработки относительно крупных и громоздких деталей. На нем можно растачивать, сверлить, зенкеровать и развертывать отверстия, нарезать наружную и внутреннюю резьбы, цековать и фрезеровать поверхности деталей. На станке целесообразно обрабатывать детали, у которых нужно растачивать несколько параллельных отверстий с точным расстоянием между их осями. Станок имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом.
Характеристика станка. Диаметр выдвижного шпинделя 90 мм; размеры стола 1250x1120 мм; наибольшие перемещения стола: поперечное 1000 мм, продольное 1090 мм; наибольшее вертикальное перемещение шпиндельной бабки 1000 мм; наибольшая масса устанавливаемой детали 2000 кг; наибольшее осевое перемещение выдвижного шпинделя 710 мм; пределы частот вращения шпинделя 12,5-1600 об/мин, планшайбы 8—200 об/мин; пределы осевой подачи шпинделя 2,2-1760 мм/мин; мощность электродвигателя главного движения 8,5/10 кВт; габаритные размеры 5700x3400x3000 мм; масса станка 12,5 т.
Принцип работы станка заключается в следующем. Инструмент крепят в
шпинделе или в суппорте планшайбы и получает главное движение - вращение. Обрабатываемую заготовку устанавливают непосредственно на столе или в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке). Расточной шпиндель получает поступательное перемещение, (при растачивании отверстий, нарезании внутренней резьбы и т. п.). Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач.
Главное движение - вращение шпинделя и планшайбы. Шпиндель и планшайба станка вращаются от двухскоростного электродвигателя мощностью N = 8,5 кВт (рис. 80) через коробку скоростей с двумя тройными блоками зубчатых колес Bi и Б2. Вращение планшайбы 4 включается муфтой Мь которая приводит в движение зубчатое колесо 21, свободно посаженное на валу IV.
21 От вала IV через передачу — получает вращение пустотелы вал VII и
закрепленная на нем планшайба 4.
Уравнение кинематической цепи для минимальной частоты вращения планшайбы
..,181919, ч21
птin „„ =1500--------- М, —«8оо мин
ттпл 72 60 6Г 1;92
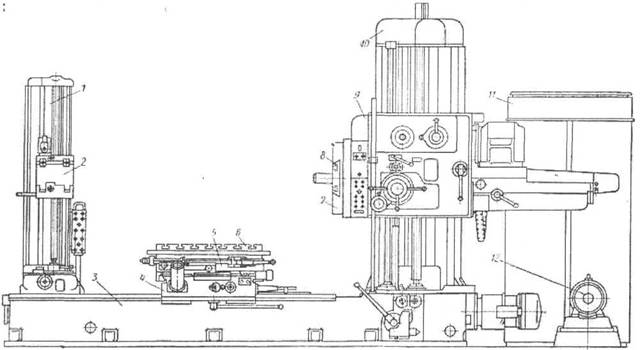
Рис. 79. Общий вид универсального горизонтально-расточного станка 260В:
1 - задняя стойказ 2 - люнет 3 - станина; 4 - продольные салазки стола 5 - поперечные салазки стола? в 6- поворотный стол; 7 - планшайба; 8 - радиальный суппорт; 9 - шпиндельная бабка 10 - передняя стойказ 11 - шкаф электрооборудования 12 - электромашинный агрегат
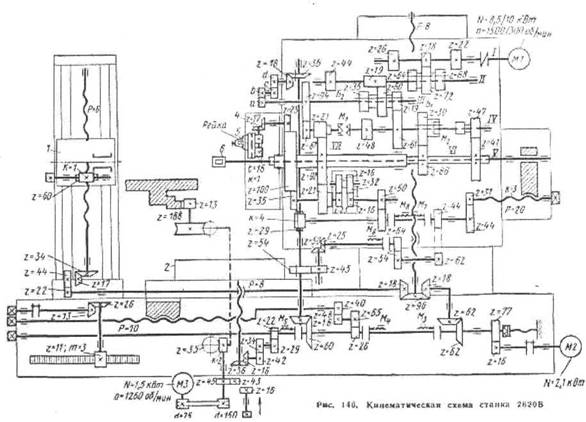
Рис 80 Кинематическая схема станка 2620В
Шпиндель 6 получает вращение через колеса — (как показано на схеме)
86
или через зубчатые колеса — в зависимости от положения муфты М2.
Уравнение кинематической цепи для минимальной частоты вращения шпинделя
,.„18191930 ,_. ..
«mm шп =1500------------- к\2,5об/мин
пип шп 72 60 61 86
Механические подачи и быстрые установочные перемещения рабочих органов станка осуществляется от регулируемого электродвигателя мощностью N = 2,1 кВт, работающего в системе генератор-двигатель. Величина подачи и скорость установочных перемещений регулируются в широких пределах путем бесступенчатого изменения частоты вращения вала электродвигателя. Движение рабочих органов станка реверсируется также электродвигателем.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
