

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Относительно направляющей плиты корпус бабки может перемещаться в
поперечном направлении с помощью винта. Задняя бабка станка 16К20 (рис.
46) имеет пневматическое устройство, облегчающее перемещение ее по
направляющим станины и предотвращающее износ направляющих. В это
устройство входят воздушный трубопровод, подключенный к цеховой
магистрали сжатого воздуха; фильтр (влагоотделитель) 5, в котором
осаждается имеющаяся в воздухе влага; маслораспылитель 4, в котором воз
дух захватываетмелкие частицы масла, служащие для смазки клапана 3;
трехходовой клапан 3 для впуска сжатого воздуха в специальную камеру на
подошве основания задней бабки с целью создания «воздушной подушки».
Подача воздуха включается при нажиме кулачка, укрепленного на рукоятке /,
на толкатель 2, клапана 3.
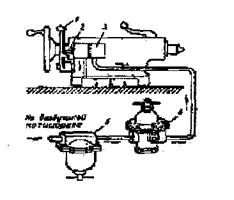
Рис. 46. Задняя бабка станка 16К20
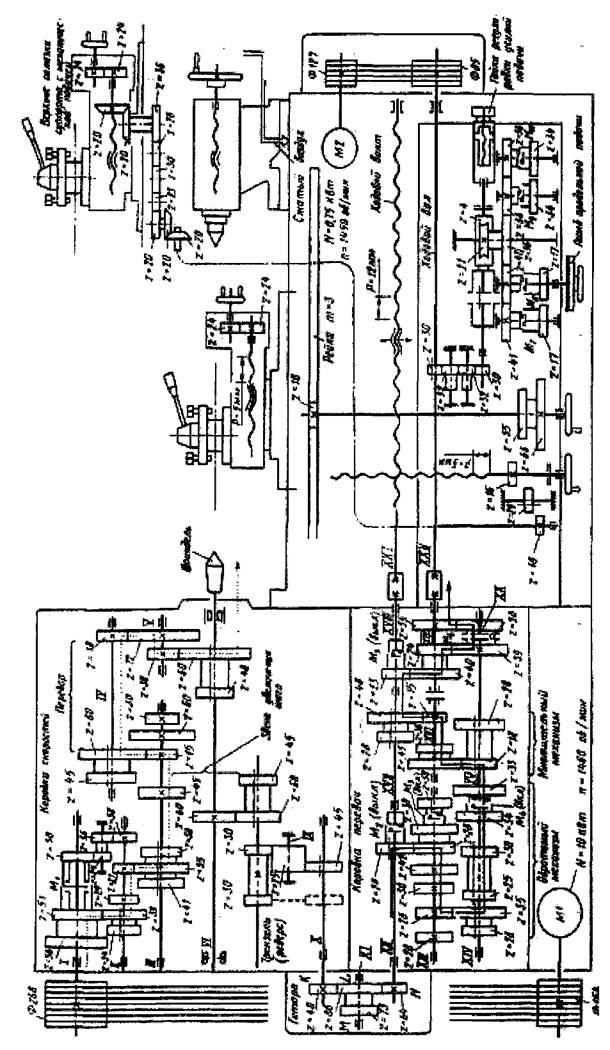
Коробка подач (рис. 47) служит для передачи вращения от шпинделя или от отдельного привода ходовому валу 4 или ходовому винту 3, а также для изменения их частоты вращения с целью получения необходимых подач или определенного шага при нарезании резьбы. Это достигается изменением передаточного отношения коробки подач. Коробка подач связана со шпинделем станка гитарой со сменными зубчатыми колесами. Муфты 1 и 2 служат для передачи на прямую вращения ходовому винту и ходовому валу.
Фартук предназначен для проебразования вращательного движения ходового вала и ходового винта в прямолинейное поступательное движение суппорта.
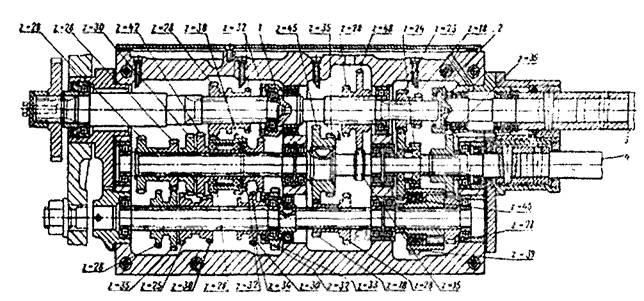
Рис. 47. Развертка коробки подач станка 16К20
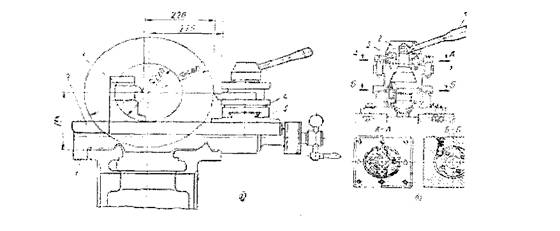 Суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи. Суппорт (рис. 48, а) состоит из каретки (нижних салазок) 1, которая перемещается по направляющим станины; поперечных салазок 2, скользящих по направляющим каретки 1 в поперечном к оси заготовки направлении; поворотной части 5 с направляющими, по которым перемещается
Суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи. Суппорт (рис. 48, а) состоит из каретки (нижних салазок) 1, которая перемещается по направляющим станины; поперечных салазок 2, скользящих по направляющим каретки 1 в поперечном к оси заготовки направлении; поворотной части 5 с направляющими, по которым перемещается
Рис. 48. Схема суппорта и резцедержатель станка 16К20
резцовая каретка (верхняя каретка) 4. Поворотную часть суппорта можно устанавливать под углом к линии центра станка. У суппорта имеется задний резцедержатель 3, который устанавливают на поперечных салазках и используют для прорезания канавок. Резцедержатель станка 16К20 (рис. 48, б) можно фиксировать и надежно закреплять с помощью конусного сопряжения с опорой. Фиксация в основных четырех положениях осуществляется подпружиненным шариком, расположенным в резцедержателе и заскакивающим в гнезда конусного основания. При повороте резцедержателя рукояткой 1 вначале колпак 2 сходит по резьбе с центрального винта 3 опоры, затем подпружиненные фрикционные колодки, связанные со штифтами, прижимаются к расточке колпака и таким образом передают вращение на резцедержатель.
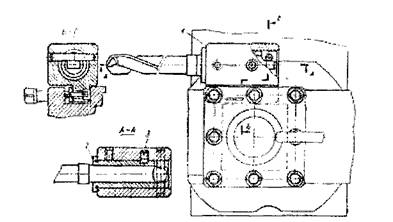
Рис. 49. Держатель для центрового инструмента
При зажиме вначале поворачивается колпак вместе с резцедержателем, а после фиксации резцедержателя колпак, преодолевая трение колодок, навинчивается на винт окончательно, надежно закрепляя резцедержатель.
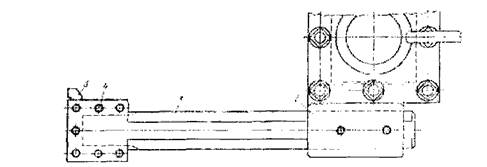
Рис. 50. Резцовая оправка для обработки деталей над выемкой в станине
Держатель центрового инструмента. У станка 16К20 имеется держатель центрового инструмента (рис. 49) (под выражением центровой инструмент понимается режущий инструмент для обработки отверстий, ось которых совпадает с осью шпинделя, например сверла, зенкера, развертки и т. п.). Этот инструмент применяют при обработке отверстий с ручной и механической подачами каретки суппорта. Держатель 1 устанавливают в ту позицию резцедержателя, которая имеет соответствующую маркировку, обозначающую сверло. В цилиндрическое отверстие держателя вставляют
втулку 2 с коническим отверстием для инструмента и стопорят винтом 5. Совмещение осей режущего инструмента и шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения визира с риской на каретке, обозначенной символом, идентичным нанесенному на резцедержателе.
Резцовая оправка для обработки деталей над выемкой в станине (рис. 50). Оправку применяют на станке 16К20Г при обработке деталей диаметром до 600 мм и длине 295 мм от торца фланца шпинделя для предотвращения свисания каретки с направляющих станины. Оправку 1 устанавливают в держателе 2, а резец 3 крепят винтами 4. Обработку с использованием оправки следует проводить на минимальных режимах.
§ 3. ТОКАРНО-ВИНТОРЕЗНЫИ СТАНОК 16К20
Станок предназначен для выполнения разнообразных токарных работ; нарезания правой и левой метрической, дюймовой, модульной и питчевой одно - и многозаходных резьб с нормальным и увеличенным шагом; нарезания торцовой резьбы и т. д.
Станок 16К20 это базовая модель, изготовляемая с расстоянием между центрами 710, 1000, 1400 и 2000 мм.
Основные части станка (рис. 3): ОС - основание; СТ - станина; КП - коробка подач; КС - коробка скоростей; ЭШ - электросиловой шкаф; ЛТ - люнет; СП - суппорт; ЗБ - задняя бабка.
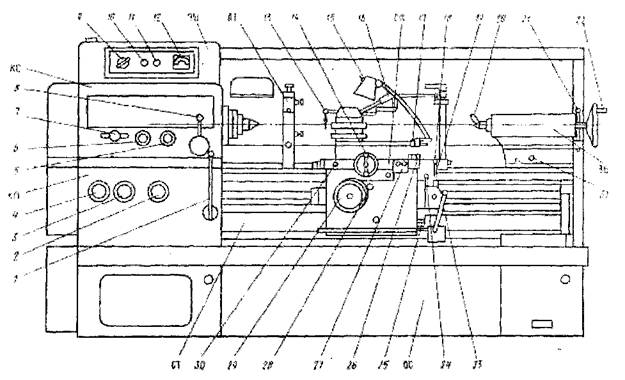
Рис. Основные части и органы управления токарно-винторезного станка
модели 16К20
Техническая характеристика токарно-винторезного станка модели 16К20
Наибольший диаметр заготовки, устанавливаемой над
станиной, мм.................................................................................... 400
Расстояние между центрами, мм..................................................... 710, 1000
1400,2000
Наибольший диаметр обрабатываемого прутка, мм..................... 50
Пределы частот вращения шпинделя, об/мин................................ 2,5...1600
Число продольных и поперечных подач........................................ 24
Пределы подач, мм/об:
продольных....................................................................................... 0,05...2,8
поперечных ....................................................................................... 0,025... 1,4
|

подачу заимствуется не со шпинделя непосредственно, а с вала III коробки скоростей:
|
Направление продольной подачи можно изменять включением кулачковых муфт М7 или М8.
Поперечная подача. Конечные звенья: шпиндель с заготовкой - винт поперечной подачи (1 оборот шпинделя ):
подачи (1 оборот шпинделя ):
подачи в 2 раза меньше Зперечначение поной значения соответствующей продольной подачи.
Реверс поперечной подачи осуществляется включением кулачковых муфт
Мд ИЛИ М]о-
Нарезание резьб. Метрическая. Конечные звенья: шпиндель - ходовой винт (1 оборот шпинделя -»Р р). Уравнение кинематического баланса от шпинделя к ходовому винту при нарезании резьбы резцом составляется из условия, что за один оборот шпинделя с заготовкой карелка суппорта с режущим инструментом должна перемещаться в продольном направлении на величину шага нарезаемой резьбы р р, если резьба однозаходная.
Уравнение кинематического баланса цепи имеет вид:
 |
где рр - шаг нарезаемой резьбы, мм; число ступеней подач 7=4x2x2=16
По данной кинематической цепи можно нарезать 16 значений стандартных шагов метрических резьб. При этом в коробке подач используется короткая кинематическая цепь, что обеспечивает высокую точность нарезания резьбы по шагу. При нарезании метрической резьбы муфту М2 выключают, а муфты Мз, М4, М5 включают.
В кинематической цепи при нарезании резьб используется механизм
30 реверса; его передаточное отношение —
При левом положении зубчатого колеса (z = 45) будет нарезаться правозаходная резьба, при этом суппорт с режущим инструментом будет перемещаться от задней бабки к шпинделю станка. При правом положении зубчатого колеса (z = 45) будет нарезаться левозаходная резьба, суппорт с режущим инструментом будет перемещаться от шпинделя к задней бабке.
Числовая характеристика![]() в уравнении кинематического баланса -
в уравнении кинематического баланса -
это передаточное отношение гитары сменных зубчатых колес
 Дюймовая. Конечные звенья: шпиндель с заготовкой ходовой Винт (1 оборот шпинделя
Дюймовая. Конечные звенья: шпиндель с заготовкой ходовой Винт (1 оборот шпинделя

где пр - число ниток на 1 дюйм; число ступеней шагов наружных резьб z = 4x2x2=16.
При нарезании дюймовой резьбы в коробке подач используется более длинная кинематическая цепь: должна быть включена муфта М5 в коробке подач, а муфты М2, М3 и М4 - выключены.
Модульная. Конечные звенья: шпиндель с заготовкой - ходовой винт (1 оборот шпинделя -» рр =тя):
 |
При нарезании модульной резьбы в коробке подач используется короткая кинематическая цепь: должны быть включены муфты М3, М4 и М5, а муфта М2 - выключена.
В уравнении кинематического баланса числовая характеристика это
это

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
