

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В конце хода револьверного суппорта влево кулачок 12 барабана упоров, находящийся в данный момент в нижнем положении, упирается винтом 13 в откидной упор 14 и останавливает суппорт в этом положении. При этом вращение реечного зубчатого колеса z = 16 вала XIII, зубчатых колес z = 68 и z = 24, муфты М9 и червячного колеса z = 33 прекращается, а червяк k = 1 продолжает вращаться на валу XI. Вращающийся червяк упирается витками в зубья неподвижного червячного колеса z = 33 и перемещается по шлицам вала XI влево. Сжимая пружину 37, через специальное устройство червяк выключает муфту М9 и, следовательно, продольную подачу.
Для ввода в действие механизма выключения подач рукоятку 16 следует повернуть на себя, при этом ось 17с помощью шпонки 18 повернет упор 14 в положение, показанное на схеме, а шарик 19 под влиянием пружины 20 зайдет в гнездо 21, удерживая упор 14 в верхнем рабочем положении. Для установки откидного упора 14 в отведенное положение рукоятку 16 необходимо повернуть от себя. При этом шарик 19 зафиксирует упор в выключенном положении, войдя во второе гнездо 21 В этом случае кулачок может пройти свободно под кронштейном 22 станины, не выключая продольной подачи.
Остановка револьверного суппорта в левом положении может производиться в результате того, что упор, закреплённый с левой передней стороны револьверного суппорта, упирается в один из шести винтов, размещенных на поворотном барабане спереди станка у коробки скоростей. Кроме того, автоматическое выключение продольной подачи производится также при значительном увеличении силы подачи, действующей на пружину вала XI. Усилие пружины можно регулировать.
Командоаппарат. Барабан командоаппарата лежит на одной оси с барабаном упоров 15 и соединяется с ним о помощью втулки и штифта. На барабане имеется шестнадцать Т-образных канавок.
В пять кольцевых проточек барабана вставлены кольца, которыми барабан разделен на четыре участка. В каждой из шестнадцати канавок помещают четыре кулачка 23 (рис. 64, г), по одному кулачку на каждом из четырех участков. Кулачки 23 могут быть установлены на каждом из участков в левое или правое положение. Два левых кулачка предназначены для включения необходимой частоты вращения шпинделя, а два правых кулачка - для включения необходимых величин подач.
При повороте револьверной головки в каждое из шестнадцати рабочих положений вместе с ней и барабаном упоров поворачивается также барабан командоаппарата. При этом каждый кулачок 23 барабана нажимает на соответствующий штифт 24. Штифт 24 поворачивает рычаг 25 вокруг оси 26. Винт 27 при повороте рычага нажимает на стержень 28 конечного выключателя 29, мостик 30 передвигается, замыкая, контакты 31 и включая одну из электромагнитных муфт механизма главного движения.
При втором положении револьверной головки кулачок 23 нажимает на соседний штифт, который поворачивает рычаг 32 с винтом 33. Винт 33 нажимает на стержень 34 второго конечного выключателя. При этом мостик 35 замыкает контакты 36, включая другую электромагнитную муфту механизма главного движения. При сходе кулачка 23 со штифта 24 рычажок 25 освобождается, и стержень 28 под действием пружины отводит мостик 30 от контактов 31, выключая соответствующую муфту механизма главного движения.
Глава X
ТОКАРНЫЕ ПОЛУАВТОМАТЫ И АВТОМАТЫ
§ 1, ОБЩИЕ СВЕДЕНИЯ
Автоматами называются такие станки, на которых после их наладки все движения, связанные с циклом обработка детали, а также загрузка заготовки и выгрузка обработанной детали выполняются без участия рабочего. На полуавтоматад установку новой заготовки и снятие готовой детали выполняет рабочий.
Токарные автоматы и полуавтоматы могут быть универсальные и специализированные, горизонтальные и вертикальные, одно - и многошпиндельные. Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные. В универсальном исполнении одношпиндельные токарно-револьверные автоматы имеют шестипозицион-ную револьверную головку и поперечные суппорты.
Широкое применение в массовом производстве находят многошпиндельные токарные автоматы. Токарные автоматы являются, как правило, многоинструментальными станками. По количеству шпинделей они делятся на одношпиндельные и многошпиндельные, по расположению шпинделей — «а горизонтальные и вертикальные, по назначению — на универсальные и специализированные. Одношпиндельные токарные полуавтоматы можно условно подразделить на многорезцовые (центровые и патронные) и копировальные. На многорезцовых центровых станках обрабатывают детали, устанавливаемые в центрах, когда длина детали в несколько раз большее ее диаметра. На многорезцовых патронных станках в основном обрабатывают короткие детали большого диаметра.
Одношпиндельные полуавтоматы, снабженные магазинным устройством, превращаются в автоматы. На рис. 65 показан пример многорезцовой обработ обработки ступенчатого вала несколькими резцами одновременно.
Инструмент установлен в продольном и поперечном суппортах (движения при работе обозначены стрелками). Токарные копировальные полуавтоматы служат для обработки деталей сложной конфигурации. Обработка деталей на таких станках производится одним или несколькими резца-
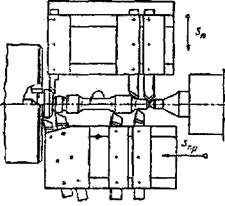
Рис. 65, Схема обработки заготовки ступенчатого вала на многорезцовом
полуавтомате
ми. Резец перемещается в продольном и поперечном направлениях в соответствии с профилем копира или эталонной детали. На копировальных полуавтоматах обработку можно вести на более высоких скоростях резания, чем при обработке на многорезцовых станках.
Многошпиндельные автоматы и полуавтоматы по принципу работы подразделяют на автоматы (полуавтоматы) параллельного и последовательного действия.
§ 2. ОДНОШПИНДЕЛЬНЫЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ АВТОМАТ 1Б140
На токарно-револьверном автомате 1Б140 (рис. 66) в условиях крупносерийного и массового производства обрабатывают сложные по форме детали с применением нескольких последовательно или параллельно работающих инструментов.
Характеристика станка. Наибольший диаметр обрабатываемого прутка 40мм; наибольший диаметр нарезаемой резьбы: в стальных деталях М24, в деталях из латуни М32; наибольшая длина подачи прутка за одно включение 100 мм; наибольший ход револьверной головки 100 мм; время изготовления одной детали
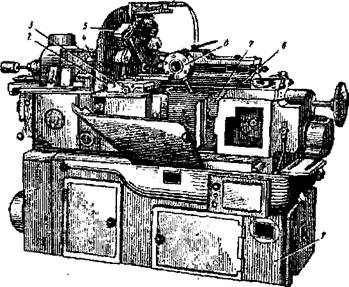
Рис. 66. Общий вид токарно-револьверного автомата 1Б140:
1- основание; 2 - передний поперечный суппорт (есть и задний поперечный суппорт); 3 - продольный суппорт (расположен на переднем поперечном суппорте); 4 - шпиндельная
бабка; 5 - вертикальный суппорт (их два); 6 - револьверная головка; 7 - станина; 8 - суппорт револьверной головки
10,1-608,3 с; пределы частот вращения шпинделя: при левом вращении 160-2500 об/мин; при правом 63-1000 об/мин; наименьшее и наибольшее расстояние от торца шпинделя до револьверной головки 75-210 мм; мощность электродвигателя 5,5 кВт; габаритные размеры 1900X890x1500 мм..
Принцип работы станка. Обрабатываемый пруток пропускают через направляющую трубу и закрепляют в шпинделе станка цанговым зажимом. Инструмент закрепляют в револьверной головке, поперечных и на продольном суппортах. Инструментами револьверной головки протачивают наружные поверхности, обрабатывают отверстия и нарезают резьбу, инструментами поперечных суппортов обрабатывают фасонные поверхности, подрезают торцы, снимают фаски и отрезают готовые датали, а инструментом продольного суппорта производят точение конусов и другие операции.
Главное движение. Вращение шпиндель V (рис. 67) получает от электродвигателя Ml через коробку скоростей и клиноременную передачу. Переключение электромагнитных муфт в коробке скоростей производится переключателями автоматически по установленной программе. Таким образом, на шпинделе можно автоматически получить по три различных частоты вращения при его левом и правом вращении. Сменные зубчатые
а, колеса — позволяют увеличить количество частот вращения шпинделя.
Л
Кинематическая цепь привода вспомогательного и распределительных валов. Вращение вспомогательного вала VII осуществляется от
самостоятельного электродвигателя М2 через червячную пару — при
включенной зубчатой муфте 1. Вспомогательный вал делает 120 об/мин, а при выключенной муфте 1 его можно вращать вручную маховиком 6.
От вспомогательного вала через червячную пару — вращение передается
18
командоаппарату 2 переключения скоростей шпинделя, который по ходу технологического процесса обработки детали дает команды на включение соответствующих электромагнитных муфт в коробке скоростей.
Через зубчатые колеса ![]() вращение сообщается барабанам 3 и 4
вращение сообщается барабанам 3 и 4
механизмов подачи и зажима прутка. Револьверная головка 5 поворачивается через передачу![]() ; конические колеса
; конические колеса![]() и мальтийский механизм 7 и 8.
и мальтийский механизм 7 и 8.
От вала VIII через коробку подач и червячную пару![]() вращение передается
вращение передается
первому распределительному валу XV, а через передачи ![]() второму
второму
распределительному балу XVI. Валы XV и XVI связаны передачей с i = 1.
На распределительном валу XVI установлены цилиндрический кулачок 9, осуществляющий подачу продольного суппорта 10, и барабаны 11, 12 и 13, дающие команды на включение однооборотной муфты 14 для поворота барабана командоаппарата 2, на включение такой же муфты 15 для подачи и зажима прутка и муфты 16 для поворота револьверной гол'овки. Перед подачей прутка кулачок 17 (вал XVIII) с помощью зубчатого сектора z = 125 и
>
>
колеса z = 20 поворачивает качающийся упор и устанавливает его против переднего торца шпинделя. После подачи прутка упор отходит в исходное положение.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
