

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 Передаточные отношения пар зубчатых колес, находящихся в зацеплении:
Передаточные отношения пар зубчатых колес, находящихся в зацеплении:
![]() и т. д. Из уравнений
и т. д. Из уравнений![]() следует
следует
По этим формулам находятся числа зубьев колес группы по заданной ^]z. Передаточные отношения ib 12и т. д. определяют из графика частоты вращения.

Коробки подач предназначены для получения требуемых величин подач и сил подачи при обработке на станке различных деталей. Коробка подач в большинстве случаев заимствует движение от шпинделя станка или приводится в движение
от отдельного электродвигателя. Значения подач должны обеспечивать требуемую шероховатость поверхности, а также высокую стойкость инструмента и производительность станка. Подачи в общем случае должны располагаться в геометрической прогрессии.
Изменение величины подачи можно производить различными способами: с помощью механизмов с зубчатыми передачами и без применения зубчатых передач (например, электрическим и гидравлическим путем, храповым и кулачково-рычажным механизмами и т. д.).
Коробки подач с зубчатыми передачами бывают: а) со сменными зубчатыми колесами, с постоянным расстоянием между осями валов; б) с передвижными блоками зубчатых колес; в) со встречными ступенчатыми конусами колес и вытяжными шпонками; г) нортоновские; д) в форме гитар сменных зубчатых колес; е) с механизмами типа Меандра.
Для получения большого количества величин подач коробки часто конструируют, используя сразу несколько из перечисленных механизмов.
Коробки подач со сменными зубчатыми колесами (с постоянным расстоянием между осями валов) находят применение в станках для крупносерийного производства при редкой настройке. В частности, такие коробки встречаются в автоматах, полуавтоматах, операционных и специальных станках. Конструкции коробок подач, состоящих из одних лишь сменных зубчатых колес, очень просты и не отличаются от обычных коробок скоростей.
Коробки подач с передвижными блоками зубчатых колес широко применяют в универсальных станках. Они позволяют передавать большие крутящие моменты и работать с большими скоростями. К недостатку коробок подач этого типа относится невозможность использования в них косозубых колес. По конструкции коробки подач с передвижными зубчатыми колесами аналогичны соответствующим коробкам скоростей.
Коробка подач со встречными ступенчатыми контурами колес и вытяжной шпонкой на четыре различных передаточных отношения (вообще число передач в таких коробках может достигать 8-10 в одной группе) показана на рисунке 11, а, передача движения в ней осуществляется через пару зубчатых колес
![]() . Механизмы с вытяжными шпонками обычно используют в качестве основной
. Механизмы с вытяжными шпонками обычно используют в качестве основной
группы передач коробки подач. В механизме с вытяжной шпонкой (рисунок 11, б) на верхнем ведущем валу жестко закреплены на шпонке зубчатые колеса zb z3, z5 и z7, которые находятся в постоянном зацеплении соответственно с зубчатыми колесами z2, z4, z6 и z8. Одно из зубчатых колес, расположенных на ведомом валу, посредством вытяжной шпонки может быть жестко связано с валом, и тогда вращение валу передается через это колесо. При этом остальные зубчатые колеса вращаются вхолостую. Во избежание одновременного включения двух ведомых зубчатых колес механизм имеет специальные разделительные кольца 1.
Недостатком этого механизма является то, что зубчатые колеса ведомого вала независимо от того, передают они крутящий момент или нет, постоянно вращаются, что ускоряет их износ и требует дополнительной затраты мощности. К недостаткам относятся также возможность перекоса вытяжной шпонки, малая жесткость шпоночного валика, ослабленного продольным пазом, вращение колес с чрезмерно большой скоростью, если шпоночный валик работает как ведущий и др. Коробки подач с вытяжными шпонками применяют в небольших, а иногда и в средних по размеру сверлильных и токарно-револьверных станках.
Механизм Нортона показан на рисунке 11, в. Этот механизм позволяет получить арифметический ряд подач, необходимый при нарезании стандартных резьб; поэтому его широко применяют в коробках подач токарно-винторезных станков. Его достоинствами являются малые размеры вдоль оси и возможность свободного выбора передаточных отношений независимо от межцентрового расстояния. Он позволяет получить при небольших размерах большое количество передаточных отношений, необходимых для нарезания разных резьб с различным шагом.
На ведущий вал I свободно надет рычаг 1, с помощью которого зубчатое колесо zb находящееся постоянно в зацеплении с колесом z2, перемещается вдоль вала. Накидывая колесо z2 на одно из колес ведомого зубчатого конуса, получают соответствующее передаточное отношение. В нашем примере механизм типа Нортона имеет 4 передаточных отношения:
![]()
Существуют нортоновские передачи, у которых число передаточных отношений достигает 10-12 при приемлемых осевых размерах коробки. Ведущим звеном может быть и зубчатый конус, т. е. передача является обратимой.
Коробки подач в форме гитар сменных зубчатых колес (рисунок 11, г). Гитарой называется устройство, обеспечивающее надлежащее сцепление сменных зубчатых колес. Гитары сменных колес дают возможность настраивать подачу с любой степенью точности. Они позволяют применять передаточные отношения до imin=1/8. Гитары бывают двухпарные и трехпарные. В основном в станках встречаются двухпарные гитары, лишь в редких случаях, когда необходимы особенно малые передаточные отношения, используют трехпарную гитару. Каждую гитару снабжают определенным комплектом сменных зубчатых колес. Например, для токарно-винторезных станков рекомендуется комплект сменных зубчатых колес из z=20, 24, 25, 28, 30, 32, 36, 40, 44, 45, 48, 50, 55, 60, 65, 68, 70, 71, 75, 76, 80, 85, 90, 95, 100, 110, ИЗ, 120, 127.
На рисунке 20, г показана схема двухпарной гитары. Расстояние А между ведущим валом 1 (колеса а) и ведомым 2 (колеса d) является неизменным. На ведомом валу свободно посажен приклон гитары 3. В приклоне имеются радиальный и дуговой пазы. В радиальном пазу крепят ось 4 колес b и с. Перемещая ось вдоль паза, можно менять расстояние В между колесами сие. Вследствие наличия дугового паза в приклоне имеется возможность изменять расстояние С между колесами а и Ь, поворачивая приклон на валу 2. В требуемом положении приклон закрепляют болтом 5.
Механизм Меандра (рисунок 11, д) состоит из трехпарных зубчатых колес. Колеса z\ и z2 жестко закреплены на ведущем валу, a z3, z4, z5 и z6 свободно вращаются на промежуточном валу. Зубчатое колесо z7 является накидным и всегда находится в зацеплении с передвижным колесом z8. переключение производится рычагом 1. показанный механизм дает 4 передаточных отношения:
![]()
Подобные механизмы могут быть и с большим количеством передаточных отношений. Числа зубьев колес механизма подбирают так, чтобы
![]()
Обработка резьбовых поверхностей
Накатывание резьбы
|
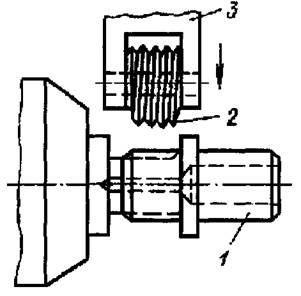
Получение резьбы накатыванием осуществляется копированием профиля накатного инструмента путем его вдавливания в металл заготовки. На токарных, токарно-револьверных станках и станках-автоматах накатывают резьбы диаметром 5-25 мм одним роликом (рисунок слева). Резьбу накатывают при вращении заготовки в патроне или цанге и при поступательном перемещении суппорта станка вместе с накатником 3, в который вмонтирован накатной ролик 2.
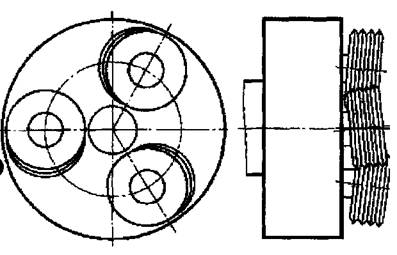
При этом необходимо следить завеличиной деформации заготовки под действием односторонней радиальной силы. Накатывание резьбы диаметром до 50 мм происходит в более благоприятных условиях при применении резьбонакатных головок (рисунок справа) с тремя и более роликами.
|
Головки могут быть
самораскрывающимися и
нераскрывающимися. Ролики
выполняют с кольцевой и
винтовой резьбой. Ролики с
кольцевой резьбой
устанавливают в головке под углом подъема винтовой линии накатываемой резьбы и смещают один относительно другого на 1/z шага, где z - число роликов в комплекте. Ролики с винтовой резьбой устанавливают параллельно оси заготовки. Резьбонакатные головки по принципу работы не отличаются от резьбонарезных головок. Накатывание резьбы производится, как правило, при самозатягивании головки, поэтому осевая подача инструмента на заготовку необходима только в начальный период, пока ролики не захватят заготовку. При накатывании поверхность резьбы получается уплотненной и без микронеровностей, характерных для обработки резанием, что повышает прочность резьбы. Резьбы можно накатывать на деталях из различных материалов. Материал считается пригодным для накатывания резьбы, если
его относительное удлинение 6>12%. При накатывании резьб рекомендуется применять в качестве смазочно-охлаждающей жидкости эмульсию или масло. Для получения резьбы методом пластической деформации на внутренней применяют |
|
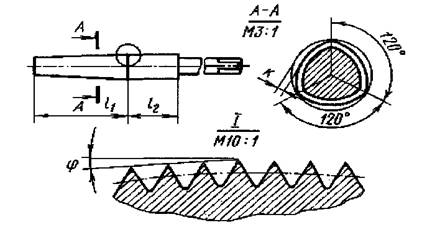
поверхности раскатники
(рисунок слева). Раскатник имеет заборную часть с конической резьбой длиной Ы=ЗР для глухих и L=(10-20)P для сквозных отверстий. Калибрующая часть выполнена с цилиндрической резьбой длиной L2=(5-8)P. По всей рабочей части раскатника выполняется огранка w=0,2-0,6 мм для уменьшения сил трения при обработке резьбы. В процессе работы раскатник вращается относительно детали при принудительной подаче вдоль оси. Трапецеидальные резьбы нашли широкое применение в современной технике, как правило, в качестве силовых ходовых резьб. Из-за особенности формы их профиля они значительно более трудоемки в изготовлении, чем треугольные. Одним из наиболее современных и перспективных способов получения резьб является резьбонакатывание. Известно, что у накатанных резьб по сравнению с резьбами, полученными обработкой резанием, предел прочности при растяжении увеличивается на 10...30%, сопротивление износу на 20...30%, усталостная прочность на 50...70% и более [3], что ^собенно важно для силовых ходовых резьб. Однако, для получения трапецеидальных резьб накатывание нашло ограниченное применение из-за не всегда достаточной стойкости резьбонакатного инструмента. Одной из основных причин преждевременного выхода из строя инструмента для накатывания резьб с осевой подачей (роликов аксиальных резьбонакатных головок и бесстружечных метчиков) является неравномерность нагружения витков заборной части. Существующие в настоящее время методики профилирования образующей заборной части по прямой, параболе, арифметической прогрессии и т. п., не обеспечивают равномерного нагружения всех витков, что приводит к преждевременному износу или разрушению наиболее нагруженного витка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
