

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
зубчатые колеса — гитары. При дифференциальном делении делительный
Ъ d
диск следует освободить, вынув стопорящий его фиксатор.
В зависимости от наладки делительный диск может вращаться в ту же сторону, что и рукоятка, или в противоположную. Следовательно, действительный поворот рукоятки будет больше или меньше видимого ее поворота по делительному диску.
Число оборотов рукоятки 2 головки настраивают так же, как при простом делении, но не на требуемое число делений z, а на близкое к нему число делений z$, которое позволяет подобрать диск G нужным для деления на гф частей числом отверстий. Погрешность такой наладки компенсируется настройкой дифференциальной гитары.
Так как действительный поворот рукоятки состоит из поворота рукоятки относительно лимба и поворота самого лимба, то уравнение кинематического баланса для определения передаточного отношения дифференциальной гитары будет
[гф z bd )40 z
где — - число оборотов рукоятки относительно лимба; -—— - число
2ф z Ъ d
оборотов лимба.
Сумма, взятая в скобки, выражает действительное число оборотов, которое делает рукоятка при дифференциальном делении.
Из приведенной формулы можно определить передаточное отношение сменных зубчатых колес дифференциальной гитары
а с z0 ( \ а с N ( \ bd гфХ* } bd гфК* }
Удобнее принимать гф > z, так как в этом случае лимб должен вращаться в сторону вращения рукоятки, и поэтому не надо ставить в гитару дополнительное паразитное зубчатое колесо (гф может быть любое составное число, по абсолютной величине близкое к г, и лучше, если оно будет делиться наг).
Пример. Требуется нарезать зубчатое колесо, имеющее 227 зубьев. Нужно подобрать сменные колеса гитары, делительный диск и определить число оборотов рукоятки. _»,
Пусть 2ф 5= 220. Тогда число оборотов рукоятки головки при простом делении
= 40 = 40 _ 2 = 12 П~' 2ф ~220~11~66
Выбирают делительный диск, имеющий окружность с 66 отверстиями, и устанавливают ножки раздвижного сектора на 12 отверстий этой окружности (считая первым отверстие, расположенное рядом о отверстием, занятым защелкой рукоятки).
Передаточное отношение сменных колес гитары определяют по формуле
ас _40(z^-z)_ 40(220-227) _-40-7 _ 2-7 _ 14 _ 14-5 _ 70
bd~ гф 220 ~ 220 ~ 11 11 11-5 55
Произведем проверку в формулу — = [-£- +------------ —подставим данные и
z \гф z b d J40
1 ( 40 1 70"| 1 ,
получим ---- =---------------- — т, е. равенство справедливо, значит наладка
' 227 1,220 227 55)40 у г >
выполнена правильно.
Нужно взять сменные колеса, имеющие 70 и 55 зубьев. Ставят их на гитару делительной головки так, чтобы колесо z = 70 (ведущее) оказалось на шпинделе, а колесо z — 55 (ведомое) - на валике привода делительной головки.
Так как передаточное отношение получилось отрицательным, то в гитару необходимо ввести паразитное колесо.
Наладка на фрезерование спиральных канавок. При фрезеровании винтовых (спиральных) канавок заготовке сообщается слож
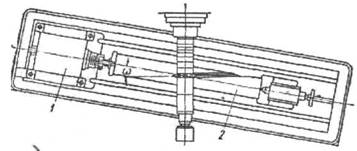
Рис. 154. Схема фрезерования винтовых канавок:
1 - делительная головка; 2 - деталь
ное винтовое движение, состоящее из поступательного прямолинейного (вдоль ее оси) и вращательного (вокруг той же оси). Поступательное движение заготовка получает вместе со столом, а вращательное от ходового винта стола станка через сменные зубчатые колеса. Стол станка при фрезеровании винтовых канавок поворачивают по отношению к оси шпинделя на угол о, равный углу наклона винтовой канавки. При нарезании левой винтовой канавки стол поворачивают на угол со по часовой стрелке (рис. 154), а при нарезании правой винтовой канавки - против часовой стрелки. Угол поворота стола
TtD
co = arctg— Рр
где D - диаметр обрабатываемой заготовки; Рр - шаг винтовой линии.
Если винтовая линия задана углом подъема а, то стол необходимо повернуть на угол 90° - а. Медленное вращение шпинделю делительной головки передается от продольного ходового винта станка по кинематической цепи, показанной на рис. 151, в.
Уравнение кинематического баланса этой цепи для настройки гитары
сменных колес -!—-*- составляют из условия, что за один оборот заготовки
стол станка переместится на величину шага Рр нарезаемой канавки:
xh.i.x.i^.Ei.pxje^pp k bxdx
С учетом, что к = 1, имеем
а\ сх = рР Ь{ dx z0Px.e
где Рх. в - шаг ходового винта стола станка, мм.
§ 3. БЕЗЛИМБОВАЯ УНИВЕРСАЛЬНАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА
Безлимбовая универсальная делительная головка не имеет делительного диска; на ней можно производить как простое, так и дифференциальное деление (рис. 155). Головка имеет стопорный штифт 1, рукоятку 3 и пружинный штифт 2 для фиксирования полного оборота по диску 4, на
котором имеется только одно отверстие.
При простом делении используется только гитара деления —, а вторая
Ъ d
гитара отключается. Диск 4 должен быть застопорен. В этом случае вращение
шпинделю от рукоятки передается через сменные зубчатые колеса — — и
• Ь d
червячную пару.
Расчетные перемещения п об. делительной рукоятки -» -об шпинделя.
Z
Уравнение кинематической цепи для простого деления
а с к
п-------
bd z0
откуда, если к = 1 и z0 = N,
ас z0 N Ь d nzk nz
Дифференциальное деление применяют в тех случаях, когда в наборе нет зубчатых колес, позволяющих настроить гитару на простое деление. При дифференциальном делении стопорный штифт 1 освобождается и при вращении рукоятки 3 диск 4 получает вращение от шпинделя через сменные
зубчатые колеса----- и коническую пару с передаточным отношением i=l.
Ъ' d'
При настройке головки в этом случае требуется определение сменных зубчатых колес двух гитар.
Гитару простого деления — настраивают на некоторое произвольно
Ъ d
выбранное число делений z$, близкое к заданному, и позволяет подобрать колеса из набора. Диску 4 сообщается движение через сменные зубчатые
колеса ——За расчетные перемещения принимают - оборотов шпинделя и
Ъ' d- z
число п оборотов делительной рукоятки.
|
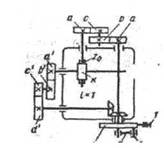
Рис. 155. Кинематическая схема безлимбовой универсал б пой делительной
головки
Уравнение кинематической цепи для дифференциального деления
1 z0 d b 1 а' с. z к с a z Ъ' d'
Подставим вместо — выражение —- и учтя, что к = 1, получим
с a zQ
1 nz, I а' с' ■ а' с ( \
-z0—*- + —-— = /| откуда — — = п{г-гф\
z z0 z b' d' b' d'
При z<j, < z добавочное вращение диска должно происходить в направлении, противоположном направлению вращения рукоятки, а при гф > z добавочное вращение диска должно совпадать с направлением вращения рукоятки.
Пример. Настроить делительную головку на нарезание" зубчатого колеса z = 83, число зубьев червячного колеса z0 = 40.
Для настройки головки примем z<j, = 84, тогда—— = —.
Примем, что делительный поворот, шпинделя выполняется за один оборот рукоятки, т. е. п = 1, тогда
а с _40 _ 8-5 _40 50 bd~ 84 ~ 12-7 ~ 60 70
«'с' ( \ , /0-5 ол\ ,а' с' -40 50
------- -n\z-zA=\ (83 — 84)= —1--------------------- =---------------
b'd' V ф> V ; b'd' 50 40 §4. ОПТИЧЕСКАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА
Оптические делительные головки применяют для особо точного деления, а также для проверки точности нанесенных круговых шкал. Принцип, работы головок заключается в следующем (рис. 156). Шпиндель головки приводится вовращение с помощью рукоятки через червячную пару 6-5. На валу шпинделя закреплен стеклянный диск 4, имеющий шкалу с ценой деления 1°. Сверху на корпусе расположена оптическая система с окуляром 1, черезкоторую ведут наблюдение за шкалой диска 4. Шкала освещается естественным светом через окно 2 с помощью зеркала 3. Деления диска 4 проектируются на шкалу, помещенную в окуляре с ценой деления, равной 1 мин, по которой отсчитывают градусы и минуты.
Недостатком оптических делительных головок является невозможность использования их при фрезеровании винтовых канавок.
Кроме того, при последовательных поворотах углы суммируются, и поэтому возникает необходимость предварительного составления полной таблицы углов для всех поворотов шпиндельной головки
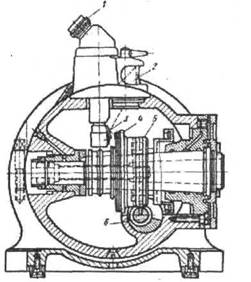
рис. 156. Оптическая делительная
Глава XXI
АГРЕГАТНЫЕ СТАНКИ
Агрегатными называют специальные станки, изготовляемые из стандартных и нормализованных узлов. Их применяют в крупносерийном и массовом производстве для сверления, растачивания резьбонарезания и фрезерования. Чаще всего на них обрабатывают корпусные детали, которые в процессе обработки остаются неподвижными.
Применение нормализованных элементов в конструкциях агрегатных станков сокращает сроки их проектирования, облегчает процесс производства, дает возможность широко унифицировать детали и упрощать технологию их изготовления, а также позволяет создавать самые разнообразные компоновки агрегатных станков с минимальным числом оригинальных элементов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
