

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При наличии специальных державок можно в одном гнезде револьверной головки закрепить несколько режущих инструментов. Величина хода каждого инструмента ограничивается упорами, которые выключают продольную и поперечную подачи. После каждого рабочего хода револьверная головка поворачивается и рабочую позицию занимает новый режущий инструмент.
По конструкции револьверной головки станки делятся на станки с вертикальной (рис. 62, а) и горизонтальной (рис. 62, б, в) осями вращения револьверной головки. Револьверные головки бывают цилиндрические и призматические. Головки цилиндрической формы выпускают с горизонтальной и вертикальной осями вращения, с расположением горизонтальной оси параллельно или перпендикулярно оси станка. Головки призматической формы обычно бывают с шестью гранями.
Типажом станков предусмотрены токарно-револьверные станки с наибольшим диаметром обрабатываемых прутков 10, 16, 18
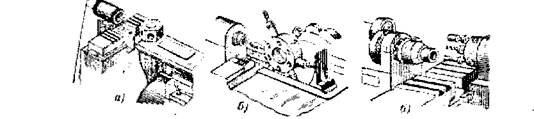
Рисунок 62. Револьверные головки
25, 40, 65 и 100 мм. Патронные токарно-револьверные станки выпускают с наибольшим диаметром обрабатываемой детали от 160 до 630 мм.
В токарно-револьверных станках частота вращения и подача переключаются в основном с помощью командоаппаратов. Основными размерами, характеризующими прутковые револьверные станки, являются наибольший диаметр обрабатываемого прутка и диаметр отверстия шпинделя, а размерами, характеризующими станки для работы в патроне, - наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом. К
основным размерам относится и максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки.
К преимуществам токарно-револьверных станков по сравнению с токарными относятся возможность сокращения машинного времени в результате применения многорезцовых державок и одновременной обработки детали инструментами револьверной головки и поперечного суппорта и сравнительно малые затраты вспомогательного времени вследствие предварительной настройки станка на обработку несколькими инструментами.
§ 2. ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК 1341
Станок 1341 является универсальным токарно-револьверным станком. Он может быть прутковым или патронным и на нем можно производить работы, требующие последовательного применения различного режущего инструмента (черновое и чистовое точение, сверление, растачивание, зенкерование, развертывание, нарезание резьбы и т. п.).
Станок 1341 относится к револьверным станкам с горизонтальной осью револьверной головки. Ось вращения головки расположена ниже оси шпинделя на 100 мм и параллельна ей. Револьверная головка имеет шестнадцать отверстий, в которых с помощью державок крепят режущий инструмент. Этот станок не имеет бокового (поперечного) суппорта. Револьверная головка получает продольную и поперечную (круговую) подачи. Станок 1341 имеет устройства, отличающие его от большинства токарно-револьверных станков: а) командоаппарат, автоматически включающий при повороте револьверной головки необходимые для каждого перехода частоту вращения и подачу; б) гидравлический механизм
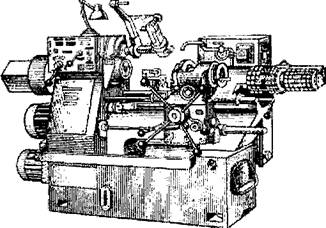
Рисунок 63. Общий вид станка 1341
подачи и зажима прутка, позволяющий использовать прутки с отклонением диаметра - 1 мм, а также зажимать в трехкулачковом патроне штучные заготовки с отклонением диаметра до 8 мм; в) копировальную линейку, позволяющую обрабатывать конические поверхности; г) резьбонарезное приспособление, позволяющее нарезать резьбу с помощью резьбовых катушек (копиров) с шагом, равным или в 2 раза меньшим, чем шаг установленного копира.
Характеристика станка (рис. 63). Максимальный диаметр обрабатываемого прутка 40 мм; наибольший диаметр заготовки, зажимаемой в патроне; над станиной - 400 мм, над кареткой суппорта - 380 мм; число частот вращения шпинделя - восемь (60—2000 об/мин); число поперечных подач - 8
(0,03 - 0,48 мм/об); число продольных подач - 16 (0,05 - 1,6 мм/об); наибольшая длина нарезаемой резьбы 50 мм; габаритные размеры 3000 X Х1200Х1600мм.
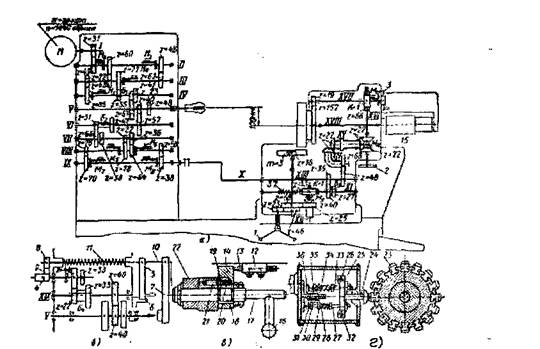
Рисунок 64. Кинематическая схема станка 1341
Движения в станке. Главное движение - вращение шпинделя (рис. 64, а) осуществляется от электродвигателя {N = 5,5, кВт, п = 1440 об/мин) через коробку скоростей. Различные частоты вращения шпинделя включаются путем переключения четырех электромагнитных муфт mi—M4 и блока Б\
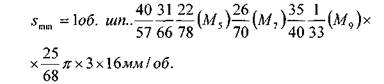
Уравнение кинематической цепи для минимальной частоты вращения шпинделя
Торможение шпинделя при остановке производится одновременным включением муфт Мз и М4 при работающем электродвигателе привода главного движения и выключенных остальных муфтах. При одновременном включении муфт М3 и М4 включаются две передачи с вала III на вал IV с разными передаточными отношениями,, в результате чего шпиндель тормозится.
Продольная подача револьверного суппорта осуществляется от шпинделя V через ряд промежуточных передач, коробку подач и реечную пару. Уравнение кинематической цепи минимальной продольной подачи
Различные ступени подач включаются переключением четырех электромагнитных муфт ms - М8 и блоков Б2 и Б3. Электромагнитные муфты переключаются либо автоматически от кулачков командоаппарата, либо вручную рукояткой. Блоки Б2 и Б3 переключают рукоятками.
Механические продольные подачи включаются муфтой М9, передающей вращение от червячного колеса z = 33 зубчатому колесу 2 = 25. Продольные перемещения револьверного суппорта вручную осуществляются штурвалом 1
при включенной муфте М9.
Поперечная (круговая) подача осуществляется от шпинделя станка до ходового вала по той же кинематической цепи, что и при продольной подаче, а
далее через пару ![]() конические зубчатые . колеса,
конические зубчатые . колеса, ![]() конический
конический
реверсивный механизм![]() , червячную пару
, червячную пару![]() и зубчатую
и зубчатую
передачу![]() на револьверную головку, при вращении которой происходит
на револьверную головку, при вращении которой происходит
поперечная (круговая) подача. Для осуществления поперечной (круговой) подачи рукояткой включают зубчатую муфту Мш и переключателем - электромагнитную муфту Мп Уравнение кинематической цепи минимальной поперечной (круговой) подачи
подачи
где R - радиус окружности центров инструментальных гнезд, мм (для данного станка R - 100 мм).
Поперечные подачи револьверной головки вручную осуществляют маховичком 2 при среднем (выключенном) положении зубчатой муфты Мю и включенной электромагнитной муфте Мп Быстрый поворот револьверной головки в следующее рабочее положение осуществляют вручную. Для этого нужно выключить муфту Мп вращать вручную маховичок 3; при этом заранее выключают фиксатор револьверной головки.
Резьбонарезное устройство предназначено для нарезания по копиру 4 (рис. 113, б) наружных и внутренних резьб различных шагов резцами или гребенками.
От шпинделя через кинематическую цепь с передаточным отношением
![]() или
или передается на сменный копир. При передаточном
передается на сменный копир. При передаточном
отношении /2 = 1 шаг нарезаемой резьбы равен шагу резьбы установленного копира 4, а при передаточном отношении![]() - половине этого шага.
- половине этого шага.
Для нарезания резьбы нужно опустить рычаг 5 до упора винта этого рычага в планку 6. Вместе с рычагом 5 поворачиваются суппорт 7 и рычаг 8, с закрепленной на нем резьбовой губкой 9 и грузом. При этом резьбовая гребенка, закрепленная на суппорте, занимает положение, нужное для нарезания резьбы, а резьбовая губка 9, перемещаясь по резьбе копира 4, будет двигать в осевом направлении штангу 10, рычаг 5 и суппорт 7, обеспечивая продольную подачу инструмента на шаг нарезаемой резьбы.
Величина продольного перемещения суппорта 7 ограничивается упором, который прикреплен к рычагу 5. В результате действия упора рычаг 5 и губка 9 поднимаются над резьбой копира 4 и штанга 10 под действием пружины 11 вновь возвращается в правое положение. Нарезание резьбы происходит за несколько рабочих ходов. Перед каждым следующим ходом резьбовую гребенку нужно подавать в поперечном направлении.
Копировальная линейка "предназначена для продольного или поперечного копирования. Для этого на револьверной головке закрепляют специальную державку с роликом, который упирается в поверхность копировальной
линейки. Копировальную линейку устанавливают под необходимым углом к горизонтали и закрепляют в этом положении.
Продольное копирование осуществляется при продольной подаче револьверного суппорта, при этом ролик державки движется по наклонной линейке и поворачивает вокруг оси револьверную головку вместе с резцом, сообщая ему поперечную подачу. Ролик прижимается к поверхности копировальной линейки силой резания. При одновременном осуществлении резцом продольной и поперечной подач на детали образуется коническая или иная фасонная поверхность.
Для поперечного копирования обычную линейку заменяют Т-образной линейкой. При поперечном копировании включается поперечная подача, а продольное перемещение суппорта происходит под действием копировальной линейки вследствие того, что ролик перемещается по ее Т-образной части.
Барабан упоров. Для автоматического выключения продольной подачи в станке имеется барабан упоров 15 с шестнадцатью (по количеству позиций револьверной головки) Т-образными канавками и шестью кольцевыми проточками. В каждой из Т-образных канавок можно закрепить кулачок 12 (рис. 64, в) для выключения продольной подачи револьверного суппорта в его левом положении. При установке в рабочее положение каждого инструмента подача суппорта выключается с помощью того кулачка 12, который находится в это время на нижней стороне барабана упоров. Винт 13 кулачка 12 останавливает суппорт с помощью откидного упора 14.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
