

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
механическая подача суппорта. В несколько проходов резец выходит на полный профиль конической поверхности детали. Таким образом измеряют диаметры и, если необходимо, производят дополнительное смещение задней бабки в одну или другую сторону.
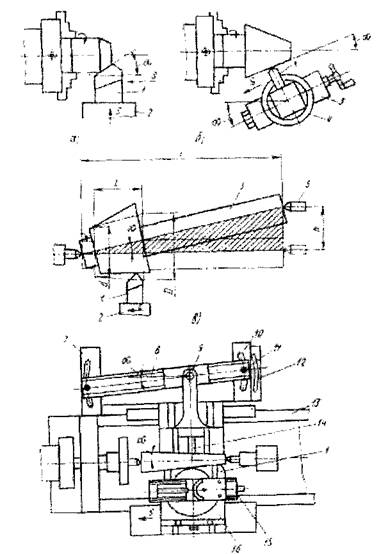
Рис 51 Схемы обработки конических поверхностей на токарно-винторезных
станках:
а - широким резцом: 6 - поворотом резцовых салазок; в - смещением корпуса задней бабки; г - копирно - конусной линейкой
Поворотом резцовых салазок (рис. 51, б) обрабатывают короткие детали с наружными и внутренними коническими поверхностями. По чертежу или произведя соответствующие расчеты, устанавливают угол уклона а обрабатываемой конусной поверхности - это половинный угол при вершине конуса. Гаечным ключом отпускают две гайки, крепящие поворотную часть резцовых салазок, поворачивая ее в нужном направлении. Отсчет ведется по лимбу с ценой деления в один градус. Закрепляют гайки. Обрабатывают заготовку. При этом подача режущего инструмента осуществляется вручную вращением рукоятки резцовых салазок (что непроизводительно и недостаточно точно) или механически, как в станке модели 16К20П или в станке модели 16К20, изготовленном по особому заказу. Обработка требует
частых замеров детали и доворота салазок, в результате чего падает производительность труда. В серийном производстве для измерения используют специальные калибр-втулки и калибр-пробки, в том числе калибры «Конус Морзе».
В серийном производстве возможна установка на станке модели 16К20 копирно-конусной линейки. Применение ее обеспечивает обработку длинных деталей с высокой точностью и производительностью. Линейка 8 (рис. 51, г) устанавливается на кронштейнах 7 и 10, прикрепляемых к станине 13с задней стороны, под углом а при перемещении винтов 11 в пазах кронштейнов. Отсчет перемещения (в град) ведется по шкале 12. На линейке установлен ползун 9, соединенный с поперечным суппортом 16 тягой 14. Винт поперечного суппорта должен быть вывернут или иметь специальную телескопическую конструкцию. При включении продольной подачи перемещаются одновременно каретка и поперечный суппорт, т. е. осуществляются два движения: ведущее (задающее) и следящее (копирующее). В результате обрабатывается коническая поверхность детали с заданным углом уклона а.
Тежимы резания. В табл. 9 указаны режимы резания (скорость резанця при нарезании наружной резьбы на проход резьбовыми резцами), на которые дужно налаживать станок в процессе выполнения лабораторной работы 1.
Таблица 9
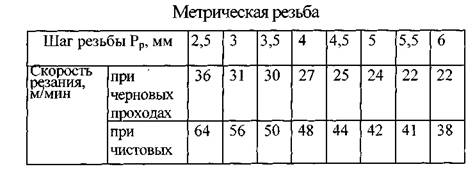
Примечания: 1. Материал заготовки - сталь 45; резца - Т5К10 или Т15К6. 2. Нарезание резьбы - с охлаждением.
L - длина хода или путь инструмента в мм;
Траб - время рабочего хода в мин;
В - ширина обрабатываемой поверхности в мм.
121. Какую частоту вращения необходимо сообщить шпинделю токарного
станка, чтобы при диаметре заготовки d = 200 мм получить скорость резания
![]() и = 40 м/мин? Решение. По формуле (24) искомая частота вращения шпинделя
и = 40 м/мин? Решение. По формуле (24) искомая частота вращения шпинделя
122. С какой скоростью резания обрабатывается заготовка на токарном
станке, если ее диаметр d = 150 мм, а частота вращения шпинделя п = 115
об/мин.
Решение. По формуле (23) скорость резания
123. Найти частоту вращения шпинделя токарного станка птт и птах зная,
что на данном станке заготовки обрабатываются со скоростями резания
итт=20м/мин и итах=65м/мин и что диаметры заготовок dmm =60мм и
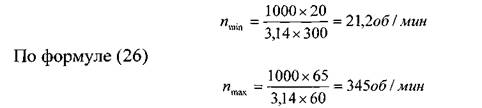 </тах=ЗООлш. Решение.По формуле (25)
</тах=ЗООлш. Решение.По формуле (25)
124. Определить, при какой подаче производилась обработка на токарном
станке, если длина хода суппорта L = 170 мм, а шпин дель за время обточки
выполнил Праб = 1700 оборотов.
Решение. По формуле (28)![]()
125. Определить знаменатель ряда чисел оборотов шпинделя токарно-
винторезного станка мод. 16Б11П, если пт, п = 25 об/мин, птах = 2500 об/мин, а
число ступеней z = 21.
Решение. По формуле (27) знаменателя ряда
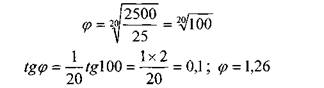 |
126. На горизонтально-фрезерном станке мод. 6М83Г nmin == 31,5 об/мин и
nmax = 1600 об/мин. Определить, на какое количество ступеней выполнена
коробка скоростей, если знаменатель ряда чисел оборотов <р = 1,26.
Решение. По формуле (27)
 |
Искомое число скоростей z = 18.
127. Определить, с какой скоростью резания производится фрезерование
поверхности на фрезерном станке, если диаметр фрезы d = 100 мм, а частота
вращения пфр = 300 об/мин?
Решение. По формуле (23) искомая скорость резания
128. Какую частоту вращения должен иметь шпиндель фрезерного станка,
если диаметр цилиндрической фрезы d = 90 мм, при скорости резания v = 40
м/мин.
Решение. По формуле (24)
129. Определить, с какой скоростью резания производится строгание на
продольно-строгальном станке, если длина хода стола L = 2000 мм, а время
рабочего хода Тр = 0,05 мин.
Решение. По формуле (29) скоростьезания
130. Определить, с какой подачей обрабатывается заготовка на продольно-
строгальном станке, если ширина обрабатываемой поверхности В = 120 мм, а
число двойных ходов, совершенных столом за время строгания, npag = 400 дв.
ходов.
Решение. По формуле (30)![]() подача
подача
131. За сколько двойных ходов стола будет выполнена обработка
поверхности шириной 450 мм на продольно-строгальном станке, если подача
s = 0,2 мм/дв. ход.
Решение. По формуле (30)
132. Определить знаменательяда величин подач на горизонтально-
фрезерном станке, если число подач стола z = 18, а величины подач smjn = 25
мм/мин и smax = 1250 мм/мин.
Решение. По формуле (27)
Глава VII
ТОКАРНО-ЗАТЫЛОВОЧНЫЕ СТАНКИ
§ I. ОСНОВНЫЕ СВЕДЕНИЯ О ЗАТЫЛОВАНИИ
Для придания задней поверхности зубьев режущих инструментов (особенно фасонного) криволинейной формы (обычно Спирали Архимеда) применяют затылование, которое производят на токарно - затыловачных станках.
Затылуют чаще всего фрезы. Процесс затылования заключается в том, что фрезы с предварительно профрезерованными канавками между зубьями закрепляют на станке. Фреза получает вращение с частотой
 |
где v - скорость врезания (выбранная), м/мин; м/мин; d - диаметр фрезы, мм.
Для сообщения резцу возвратно-прямолинейного движения и поперечном направлении применяют кулачки специального профиля (чаще всего контур кулачка очерчивается по архимедовой спирали).
Кулачки делают сменными, с различным шагом спирали в соответствии с величиной падения затылка зуба фрезы. На рис. 52 показан сменный кулачок затыловочного станка. Участок abc На кривой кулачка создает движение формообразования (в это время резец движется на затылуемую фрезу), а участок са - вспомогательное движение (на этом участке резец быстро отводится назад).
На кулачке имеется либо одна рабочая кривая abc, либо несколько участков кривых (до четырех) для рабочих и холостых ходов резца, если необходимо уменьшить скорость вращения кулачка. Кулачки устанавливают в специальном суппорте (рис. 53). Подвижная часть суппорта 1 с пальцем 2 прижимается к кулачку 3 пружиной 4. Движение подвижной части суппорта 1 вперед сопровождается сжатием пружины 4, которое происходит под действием рабочей кривой вращающегося кулачка, а возврат в исходное положение - под действием пружины по кривой кулачка для вспомогательных движений.
В зависимости от вида затылуемого инструмента и характера затылования имеются различные схемы движений инструмента и заготовки при затыловании.
Затылование дисковых фасонных фрез происходит при непрерывном и равномерном вращении фрезы и непрерывно повторяющемся возвратно-прямолинейном движении резца в поперечном Направлении (рис. 54, а). Во время поворота фрезы на угол, соответствующий дуге ab, резца движется на фрезу и снимает припуск.
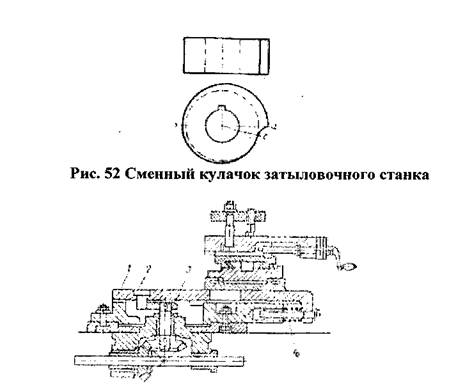
Рис.53 Суппорт токарно-затыловочного станка
Затем резец быстро отводится назад, и когда фреза повернется на угол, соответствующий дуге be, он займет исходное положение для снятия припуска у очередного зуба фрезы. После каждого оборота заготовки резцу сообщают поперечную подачу. Резец имеет фасонный профиль,, соответствующий профилю зубьев затылуемой фрезы.
Расчетные перемещения конечных звеньев станка для случая затылования дисковой фрезы, имеющей z зубьев:
п об/мин электродвигателя -»п об/мин шпинделя; 1 об. шпинделя ->2 двойных ходов резца-^-z об. кулачка.
Рис.54 Схема затылования фрез |
вращение фрезы; непрерывно повторяющееся возвратно - прямолинейное |
При затыловании цилиндрических фрез с прямыми канавками на станке осуществляются следующие движения: равномерное

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
