

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
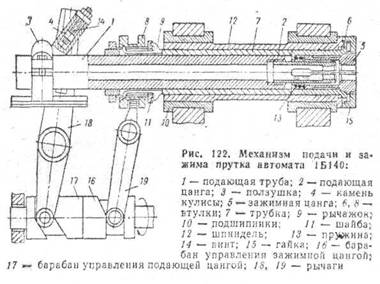
рой вправо ограничивается гайкой 15. Подающая цанга закалена в сжатом состоянии, а зажимная - в разжатом.
Механизм установлен в опорах 3 и 10 и работает следующим образом. В определенный момент, соответствующий циклу работы станка, получают вращение кулачки барабанного типа 16 и 17, управляющие зажимной и подающей цангами. Это происходит после отрезки обработанной детали. Вращение кулачков 16 и 17 осуществляется от вспомогательного вала через
передачу — (см, рис. 116).
Первоначально от кулачка 17 (см. рис. 122) через рычаг 18 на расчетную величину подачи прутка перемещаются влево подающие труба / и цанга 2. При этом лепестки цанги будут скользить по зажатому прутку. Затем от кулачка 16 движение через рычаг 19 передается втулке 8. Во время подачи прутка необходимо, чтобы цанга 5 была в разжатом состоянии, поэтому втулке 8 сообщается перемещение вправо. Втулка 8 освобождает левые (длинные) концы рычажков 9 и труба 7 и втулка 6 под действием пружины 13 быстро отходят влево. Зажимная цанга разжимается и освобождает пруток. После этого подающая цанга получает движение вправо и силами трения перемещает пруток до упора, установленного в револьверной головке. Затем от рычага 19 втулка 8 перемещается влево, нажимает на левые концы рычажков 9, а они, опираясь на шайбу 11, смещают вправо трубу 7 и втулку 6, которая своим внутренним конусом сжимает зажимную цангу 5.
Длина хода подающей цанги регулируется изменением положения камня 4, который может перемещаться винтом 14 по пазу рычага 18.
Наладка автомата 1Б140 включает разработку технологического процесса обработки и карты наладки, выбор нормальной и изготовление специальной оснастки автомата, кинематическую наладку и монтаж оснастки на станке. При разработке технологического процесса обработки детали необходимо соблюдать следующие рекомендации: а) стремиться вести обработку одновременно несколькими инструментами; при этом не совмещать черновые и чистовые переходы, так как это увеличивает шероховатость и снижает точность обработки; б) производить по возможности совместную работу инструментов револьверной головки и поперечных суппортов; в) при точении фасонными резцами фаски на переходных кромках заменять дугами окружностей с радиусами R =s = 0,2 - г 0,3 мм; г) перед сверлением отверстий диаметром менее 10 мм необходимо производить центрование сверлом с вылетом / < 2d; д) операцию сверления глубоких отверстий (1 > 4d) следует разбивать на несколько переходов; е) наиболее точные размеры по длине детали следует выполнять инструментами, закрепленными в поперечном суппорте; ж) если в револьверной головке занято всего два-три гнезда, то необходимо переключать ее через одно отверстие или, если это возможно, обрабатывать две детали за один ицкл.
Наиболее сложный профиль имеет дисковый кулачок револьверной головки. Его профиль (так же как и других кулачков) вычерчивают на основе данных операционной карты и размеров кулачка. В соответствии с этим заготовку кулачка делят лучами на 100 равных частей (рис. 124, а). Радиусы R криволинейных лучей равны расстоянию от центра ролика до оси качения рычага, несущего ролик, а центры этих радиусов должны располагаться на окружности радиуса К\ который приведен в паспорте станка. Кулачки вычерчивают в масштабе 1:1.
Разбивка кулачка для каждого перехода начинается от нулевого луча, а отсчет производят по часовой стрелке, если смотреть на кулачок револьверной головки с задней стороны станка, а для кулачков поперечных суппортов — со стороны револьверной головки.
После проведения лучей вычерчивают профиль кулачка. Вычерчивание начинается с участка, соответствующего подаче и зажиму прутка. Этот участок начинается с нулевого луча, который на чертеже должен пересекать вертикальную центровую линию
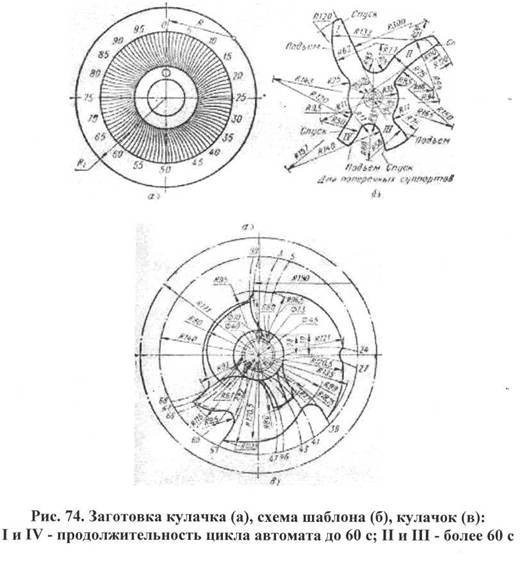
на чертеж кулачка так, чтобы их центры совпали. Кривую подбирают в зависимости от времени обработки, которое обозначено на шаблоне. Кривые спуска и подъема сопрягаются с дугой поворота револьверной головки дугами, радиус которых на 0,5 мм больше радиуса ролика. В большинстве случаев разность радиуса конца подъема и радиуса поворота револьверной головки принимают равной 1 мм. Тогда участок подъема высотой 1 мм вычерчивают без всякого шаблона.
Участки кулачков, сообщающие подачу инструменту, очерчивают по архимедовой спирали или дуге, близкой к ней, для равномерного подъема ролика. Практикой доказано, что кулачки с профилями рабочих участков по дуге окружности также удовлетворяют необходимым требованиям. На рис. 74, в показан кулачок револьверной головки, вычерченный по данным операционной карты.
§ 7. ТОКАРНЫЙ МНОГОРЕЗЦОВО-КОПИРОВАЛЬНЫЙ ПОЛУАВТОМАТ 1713
Назначение - черновая и чистовая токарная обработка в центрах деталей типа валов с прямолинейными и криволинейными образующими.
Характеристика станка. Наибольший диаметр обрабатываемого изделия над суппортом 250 мм; расстояние между центрами 710 мм; пределы частот вращения шпинделя 125-1250 об/мин; мощность электродвигателя привода главного движения 22 кВт; габаритные размеры 3000x1450x2060 мм.
Главное движение (вращения шпинделя) осуществляется от
электродвигателя через клиноременную передачу — (рис. 136), коробку
скоростей со сменными зубчатыми колесами а, Ь, с электромагнитными муфтами ЭМ1, ЭМ2, ЭМЗ, ЭМ4. С выходного вала IV вращение через
245 w
клиноременную передачу — передается на вал V, на котором установлен
переключаемый блок зубчатых колес z = 28 и z = 45. Установка этого блока в
28 положение —
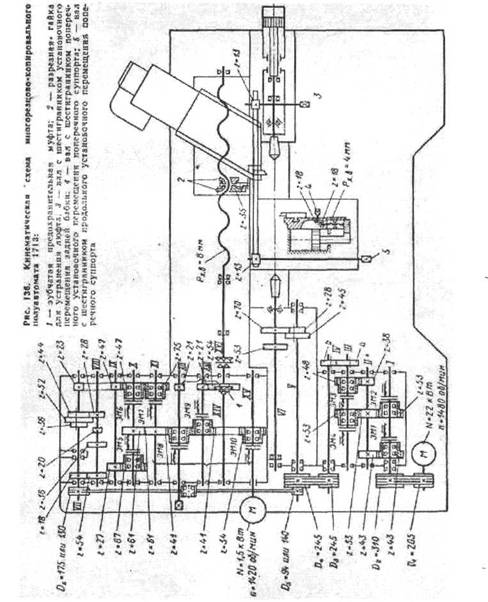
45 или в положение — позволяет дополнительно изменять частоту вращения
шпинделя. Одновременное включение муфт ЭМЗ и ЭМ4 обеспечивает торможение шпинделя.
Движение рабочих подач копировального суппорта осуществляется от вала V шпиндельной бабки через клиноременную Передачу со сменными шкивами D5 = 94 или 140 и D6 = 175 или 130. Вращение передается на входной вал VII коробки подач и далее через ее зубчатые передачи с электромагнитными муфтами ЭМ5, ЭМ6, ЭМ7, ЭМ8, ЭМ9 на ходовой винт Рх. В = 8 мм продольного перемещения копировального суппорта.
На выходном валу XIV коробки подач установлена зубчатая муфта 1, которая при внезапной остановке копировального суппорта отключается, предохраняя - механизмы коробки подач от поломки. На левом конце вала XII сделан Шестигранник для продольного перемещения копировального суппорта вручную при наладке полуавтомата.
Движение ускоренных подач копировального суппорта осуществляется от самостоятельного электродвигателя, который включается одновременно с включением полуавтомата, а передает вращение на ходовой винт
копировального суппорта только при включении электромагнитной муфты ЭМ10. При передаче вращения по цепи z = 34, z = 41, z = 21 и _z = 54 (включены муфты ЭМ10 и ЭМ9) суппорт получает ускоренный подвод к шпинделю полуавтомата. По цепи z = 34, z = 41,,z = 41,z = 21 hz = 54 (включены муфты ЭМ10 и ЭМ8) суппорт получает ускоренный отвод в исходное положение.
Глава XI
СВЕРЛИЛЬНЫЕ СТАНКИ
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезки дисков из листового материала и т. д. Эти операции выполняют сверлами, зенкерами, развертками и другими подобными инструментами.
Существуют следующие типы универсальных сверлильных станков.
1. Одношпиндельные настольно-сверлильные станки для обработки
отверстий малого диаметра. Станки находят широкое применение в
приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки (основной и наиболее
распространенный тип), применяющиеся преимущественно для обработки
отверстий в деталях сравнительно небольшого размера. Для совмещения осей
обрабатываемого отверстия и инструмента на этих станках предусмотрено
перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки, применяемые для сверления отверстий в
деталях больших размеров. На радиально-сверлильных станках совмещение
осей отверстий и инструмента достигается перемещением шпинделя станка
относительно неподвижной детали.
4, Многошпиндельные сверлильные станки, которые обеспечивают
значительное повышение производительности труда по сравнению с
одношпиндельными станками.
5. Горизонтально-сверлильные станки для глубокого сверления.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий.
Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
§ 1. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2НИ8
Характеристика станка. Наибольший диаметр сверления 18 мм; конус шпинделя Морзе № 2; наибольшее осевое перемещение шпинделя 150 мм; вылет шпинделя 200 мм; расстояние от конца шпинделя до стола может изменяться в пределах 0-650 мм; частота вращения шпинделя 177-2840 об/мин; число частот вращения шпинделя 9; подача 0,1-0,56 мм/об; число подач 6; мощность электродвигателя главного движения 1,5 кВт; частота вращения вала электродвигаоб/мин; габаритные размеры 870X590X2080 мм; масса станка 450 кг.
Станок (рис. 139) является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н135 и 2Н150) с условным диаметром сверления соответственно 18, 25, 35 и 50 мм. Станки этой гаммы широко унифицированы между собой. По сравнению с ранее выпускавшимися станками (с индексом А) станки этой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
