

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
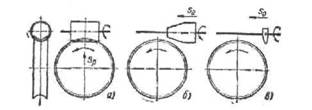
Рис. 135. Схемы нарезания червячных колес методом: а - радиальной подачи; б - осевой подачи; в - летучим резцом
96 35 33 2 40. 43 45 40 1 1 35 33 26 56 км 5350 55 36 Р откуда sp = 0,88 iK. n.
Метод осевой подачи (рис. 135, б) заключается в том, что фрезу устанавливают относительно заготовки на полную глубину зуба и подача sO осуществляется за счет ее осевого перемещения. Чтобы осуществить нарезание колеса этим методом, необходимы следующие движения: вращение фрезы, вращение заготовки, осевая подача фрезы; дополнительное вращение заготовки, вызываемое осевым перемещением фрезы. Наладка скоростей и делительной цепи производится так же, как и при нарезании прямозубых цилиндрических колес. Расчетные перемещения для осевой подачи 1 об. заготовки -> s0 мм осевого перемещения фрезы.
Уравнение кинематического баланса цепи осевой подачи фрезы, 96 35 33 2 40 . 43 50 45 42 40 а, с2 50 36 2 60 27 27 5 ,„ 1 35 33 26 56 кл - 53 45 45 35 40 Ъ2 d2 50 36 27 48 27 27 48
В данном случае передаточное отношение сменных зубчатых колес гитары
диагональной подачи —— (гитара используется при нарезании зубчатых
Ъ2 d2
колес методом диагонального фрезерования - см. ниже) принимают равным 1, тогда
W~0,66
Перемещая червячную фрезу в осевом направлении, нарушают условие обкатки фрезы и нарезаемого колеса, поэтому заготовке необходимо сообщить дополнительное вращение, соответствующее осевому движению фрезы. Это дополнительное вращение заготовки осуществляется механизмом дифференциала и рассчитывается исходя из следующих соображений. При перемещении фрезы вдоль оси на один торцовый шаг зубьев колеса t$
заготовка дополнительно должна повернуться на один зуб-.
Z
При составлении уравнения баланса необходимо учесть влияние скрытого дифференциала, который имеет рассматриваемый станок.
Передача — у шпинделя фрезы станка 5К324 имеет винтовые зубья. 64
Следовательно, при осевом перемещении червячной фрезы она получит дополнительный поворот. Найдем величину дополнительного поворота фрезы. При осевом перемещении фрезы от ходового винта с шагом 12 мм на
величину осевой подачи ts она дополнительно повернется на величину J-.
Шаг винтовой линии зубчатого колеса z = 64
т_ nmHz sin/?
Для колеса z = 64, mH = 4 мм, р = 20°20' величина добавочного вращения фрезы, возникающего из-за скрытого дифференциала,
/, =/,sin/7^sin2002(/ =',0.34748 =00(?0132/ Т 7tmHz n -4 -64 256^
Чтобы не нарушилась работа делительной цепи станка, необходимо скомпенсировать это добавочное вращение фрезы добавочным вращением заготовки, причем последнее учесть при наладке цепи дифференциала. Величина добавочного вращения нарезаемого колеса
'-*-- = 0,000432-г,
Т z ■ z
Расчетные перемещения цепи дифференциала с учетом добавочного вращения заготовки из-за скрытого дифференциала запишутся так:
(I к Л
tg перемещение фрезы -> -±0,0000432—/. об. стола;
\z z )
ii_48^27 48 27 36 50_l_40 35 42^_^_27J_2 58Јfl! L_ЈL33 35_l___J_+ Л
12 5 27 27 60 2 36 50 i0 40 42 35 Ъъ d, 27 36 1 58 / Ъх dx 33 35 96 ~ 3 " ' z s где i0 - передаточное отношение гитары диагональной подачи;
b2 d2
После подстановки в это уравнение ——— = и ts = mn будем иметь,
/' Ъх dx z cosjS
g1cL=25.cos^±W36 b3 d3 Ътопк ■
Таким образом, формула подбора сменных колес гитары дифференциала при нарезании червячных колес методом тангенциальной подачи состоит из двух слагаемых: первое слагаемое обеспечивает дополнительный поворот нарезаемого колеса вследствие перемещения фрезы в осевом направлении, второе слагаемое обеспечивает дополнительный поворот нарезаемого колеса, компенсирующий влияние косозубых колес, вращающих фрезу. Величина +0,0036 компенсирует влияние винтовой пары зубчатых
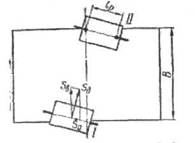
гнс. 136. Схема диагонального зубофрезерования:
1р - рабочая длина фрезы; В - ширина нарезаемого зубчатого колеса; sb - вектор вертикаль» ной подачи; so - вектор осевой подачи; Бд - вектор диагональной подачи
колео суппорта для правозаходных фрез, величина -0,003 6-для левозаходных фрез.
Нарезание червячных колес летучим резцом (рис. 135, в) применяют при единичном производстве. Этим способом нарезают зубья при осевой подаче инструмента. Настройку станка производят по формулам гитар, полученным при нарезании червячных колес методом тангенциальной подачи.
Диагональное зубофрезерование заключается в том, что червячной фрезе сообщают одновременно две подачи - параллельно оси заготовки и вдоль оси фрезы, в результате чего фреза будет перемещаться по диагонали. Для этой цели на станке 5К324 имеется отдельная гитара сменных зубчатых колес
d С
диагональной подачи 2 2 Диагональное зубофрезерование повышает
b2 d2
стойкость червячной фрезы и улучшает качество обработки. Оно дает меньшее - отклонение профиля зуба от эвольвенты, чем при обычном зубофрезеровании. Диагональное фрезерование можно применять и при фрезеровании шлицевых валиков, зубьев звездочек и т. п. При этом не требуется применение специальных приспособлений. Пользуясь диагональным фрезерованием, можно нарезать бочкообразные зубья.
При диагональном зубофрезеровании (рис. 136) необходимы более длинные, а следовательно, и более дорогие червячные фрезы, чем при нарезании червячных колес методами тангенциальной и радиальной подач, однако повышенная стойкость фрез делает этот метод экономически выгодным.
§ 4. ЗУБОСТРОГАЛЬНЫЙ СТАНОК 5А250
Методы нарезания. Нарезание можно производить фасонным инструментом методом копирования, остроконечным резцом по шаблону и инструментом G прямолинейными режущими кромками методом обкатки (рис. 137).
При нарезании зубьев конических колес дисковой модульной. фрезой (рис. 137, а) используют следующие движения: I - вращение фрезы (главное движение); II - подача фрезы вдоль зуба; III - быстрый возврат фрезы в исходное положение; IV - деление (поворот заготовки на зуб). Этот способ применяют при нарезании небольших зубчатых колес на универсальных фрезерных станках в основном для червячного нарезания с последующей обработкой на зубострогальных станках.
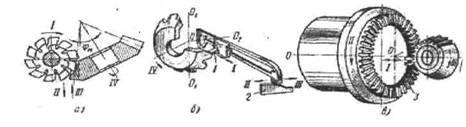
Рис. 137. Схемы обработки конических зубчатых колес
Обработка по шаблону показана на рис. 137, б. Резец 1 совершает возвратно-поступательные движения (главное) I по направляющим инструментальной головки, которая перемещается относительно заготовки по шаблону 2, вращаясь вокруг осей 0101 и 002 - движение подачи II. После завершения обработки профиля зуба происходит быстрый отвод инструмента в исходное положение III и деление IV. Таким методом нарезают крупные прямозубые конические колеса с длиной образующей начального.. конуса примерно 250-2500 мм.
Описанные методы, однако, малопроизводительны и не обеспечивают необходимой точности нарезания колес. Наиболее точным и производительным является метод обкатки. Нарезание прямозубых конических колес методом обкатки (рис. 137, в) можно производить двумя резцами с прямолинейными режущими кромками. Основными движениями в этом случае являются движение скорости резания I возвратно-поступательное движение резцов; движение подачи - сложное движение, состоящее из вращения II резцов вокруг оси 00 и вращения III заготовки, согласованного с вращением резцов. Кроме этого, периодически происходит деление (поворот заготовки на один зуб). Этим методом нарезают прямозубые конические колеса с модулем до 20 мм и длиной образующей начального конуса до 650 мм.
При нарезании конических колес, методом обкатки на станке воспроизводится зацепление нарезаемого конического колеса с воображаемым производящим колесом 5 (круговой рейкой), зубья которого образуются в пространстве движущимися режущими кромками инструмента.
Производящее колесо (рис. 138) может быть плоским или плосковершинным. Станки, у которых производящее колесо является плоским (половинный угол начального конуса этого колеса равен 90°), по конструкции сложнее станков с плосковершинным производящим колесом, половинный угол начального конуса которого равен 90° - у {у - Угол ножки зуба).
Применение в станках плоско вер шинного производящего колеса вызвано тем, что изготовить резцовую головку, в которой вершины резцов должны двигаться по траектории всегда перпендикулярно оси производящего колеса, намного проще, чем го-
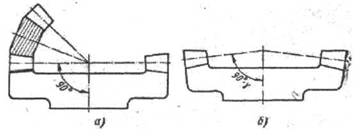
Рис.. 138. Производящее колесо:
а - плоское б - плосковершинное
ловку с движением вершин резцов по траектории, угол которой по отношению к оси производящего колеса должен изменяться в зависимости от размеров зуба нарезаемого колеса.
При использовании в качестве производящего колеса о половинным углом начального конуса 90° или 90°О - у требуется сравнительно простой по форме инструмент (о прямолинейными режущими кромками).
В далыдейшем для наладки зубострогальных станков необходимо знать число зубьев производящего колеса z1, которое подсчитывают следующим образом. Известно, что у двух конических колес, находящихся в зацеплении, числа зубьев прямо пропорциональны синусам половин углов начальных конусов, т. е.
z' _ sin(90° -у)_ cosy z sin <p sin <p
откуда
cos/
Z' =Z-- —
sin#>
где z - число зубьев нарезаемого колеса; д> - половина угла начального конуса нарезаемого колеса.
Это выражение называется обкаточным отношением.
Зубострогальный станок 5А250.. Назначение - для нарезания прямозубых конических колео в условиях серийного и массового производства. Станок может быть использован для чистового и чернового нарезания зубьев о прямолинейным продольным или бочкообразным профилем.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
