

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Установка точного положения стола в пределах меньше 5 мм (до 0,001 мм) достигается следующим образом. При наборе координат винт-якорь 5 поворачивают вокруг оси с помощью маховичка 9 ч§рез конические колеса 16—17 и цилиндрическую передачу 18—7. Величину поворота винта-якоря наблюдают по соответствующему лимбу. Затем при работе станка, когда стол двигается, датчик точно фиксирует нулевое положение.
Таким образом создается непрерывная индуктивная шкала отсчета координат. Учитывая, что датчик при движении со столом фиксирует каждый шаг винта-якоря, т. е. каждые 5 мм, необходимо, чтобы электроиндикатор включился только перед требуемым витком. Для этого служит передвижной упор 21, который устанавливают при наборе координат в соответствии с требуемым размером против заданного витка винта-якоря. Упор 21 закреплен на гайке 19, находящейся на вспомогательном винте 6. Винт 6 вращается от маховичка 9 через конические колеса 16—17. На датчике закреплены два микропереключателя 4 и 3, которые последовательно срабатывают при нажатии на упор 22 во время движения стола. Микропереключатель 4 за 2,5— 3 мм до требуемой координаты выключает быстрый ход стола или салазок и одновременно включает медленную рабочую подачу. Микропереключатель 3 срабатывает за 0,8—1,2 мм до заданной координаты, подготавливая реле для подачи команды «Стоп» электродвигателю привода стола, а также включает электроиндикатор и его сигнальную лампочку. При достижении столом заданного размера датчик подает сигнал поляризованному реле, а от него через
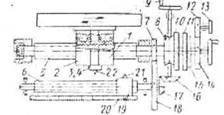
Рис. 83. Схема индуктивного винтового механизма
промежуточное реле - магнитному пускателю, отключающему электродвигатель привода подачи, и стол автоматически останавливается. Точность останова зависит от скорости движения стола и составляет ±0,02 мм. Дополнительную установку с точностью 0,001-0,002 мм выполняют вручную.
Для настройки на требуемую координату служат лимб 10, приводимый во вращение маховичком 9 через червячную пару и показывающий величину в миллиметрах, лимб 11, указывающий доли миллиметров, и нониусный лимб 15, с помощью которого устанавливают тысячные доли миллиметров: Точную установку винта 5 и его лимбов производят рукояткой 13 через зубчатые колеса 12 и 14.
После обработки первого базового отверстия лимб 11 устанавливают в нулевое положение. Отключают лимб 11 фрикционной муфтой. Лимб 10 связывается с червячным колесом 8 фрикционными пальцами, находящимися под воздействием пружин. Благодаря этому лимб можно также установить в нулевое положение. Положение стола определяют по линейке 20.
Для автоматического исправления ошибок отсчетного механизма (неточность шага и биение винта-якоря, неточность электрической системы механизма) имеется специальный корригирующий диск, который через рычажную систему соответственно заранее обнаруженным ошибкам поворачивает нониусный лимб. Конструкция и принцип работы датчика для набора и установки поперечных координат аналогичны рассмотренным.
Глава ХШ
ФРЕЗЕРНЫЕ СТАНКИ
На фрезерных станках можно обрабатывать наружные и внутренние поверхности различной конфигурации, прорезать прямые и винтовые канавки, нарезать наружные и внутренние резьбы, обрабатывать зубчатые колеса и т. п. (рис. 84).
Различают станки: консольно-фрезерные (горизонтальные, вертикальные, универсальные и широкоуниверсальные), вертикально-фрезерные бесконсольные, продольно-фрезерные (одно и двухстоечные), фрезерные непрерывного действия (карусельные и барабанные), копировально-фрезерные (для контурного и объем-
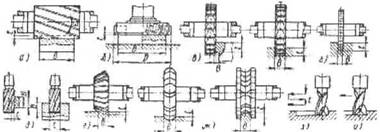
Рис. 84. Виды фрезерования и применяемые фрезы:
t - глубина резания; В - ширина фрезерования; а - цилиндрическая; б - торцовая; в - дисковые; г - прорезные (отрезные); д - концевые; е - угловая; ж - фасонные; з - шпоночная при работе на станках с маятниковой подачей; и - шпоночная при работе на вертикально-фрезерных станках
ного фрезерования), гравировально-фрезерные, специализированные (резьбофрезерные, шпоночно-фрезерные, шлицефрезерные и др.).
В современных фрезерных станках заложен ряд прогрессивных конструктивных решений: разделенные приводы главного движения и подач, наличие механизмов ускоренных перемещений стола (во всех направлениях), однорукояточное управление изменением скоростей подач. В станках узлы и детали широко унифицированы.
§ 1. КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Станки называются консольными потому, что стол станка установлен на консоли, перемещающейся вверх и вниз по направляющим станины. К консольно-фрезерным станкам относятся горизонтально-фрезерные, вертикально-фрезерные, универсальные и широкоуниверсальные.
Основным размером фрезерных станков общего назначения являются размеры рабочей поверхности стола. У горизонтальных консольно-фрезерных станков ось шпинделя расположена горизонтально и стол передвигается в трех
взаимно перпендикулярных направлениях. Универсальные консольно-фрезерные станки (рис. 85) внешне почти не отличаются от горизонтальных станков, но имеют поворотный стол, который помимо возможности перемещения в трех взаимно перпендикулярных направлениях может быть повернут вокруг своей вертикальной оси на - г45°.
|
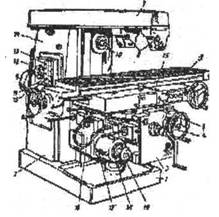
Рис. 85. Общий вид универсального консольно-фрезерного станка 6Р82:
1 - фундаментная плита 2 - станина; 3 - консоль; 4 - поперечные салазки; 5 - поворотная часть; 6 - стол; 7 - хобот; 8 - подвески; 9 - электродвигатель главного движения 10 - шпиндель; 11 - коробка переключения скоростей; 12 - лимб с частотой вращения шпинделя; 13 - кнопочная станция; 14 - место расположения коробки скоростей (в корпусе станины); 15 - рукоятка включения продольной подачи; 16 - коробка подач; 17 - коробка переключения передач; 18 - лимб с величинами подач; 19 - рукоятка переключения л о дач
|
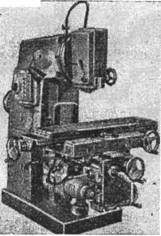
Рис. 86. Общий вид вертикального консольно-фрезерного станка 6Р12
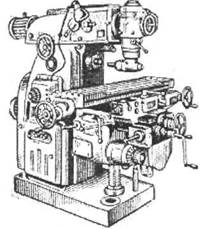
Рис. 87. Широкоуниверсальный консольно-фрезерный станок
Это позволяет обрабатывать на станке винтовые канавки и нарезать косозубые колеса.
Вертикальные консольно-фрезерные станки (рис. 86) по внешнему виду отличаются от горизонтальных вертикальным расположением оси шпинделя и отсутствием хобота. Хобот у горизонтальных станков служит для закрепления кронштейна, поддерживающего конец фрезерной оправки.
Широкоуниверсальные консольно-фрезерные станки (рис. 87) в отличие от универсальных имеют дополнительный шпиндель, поворачивающийся вокруг вертикальной и горизонтальной осей. Имеются также широкоуниверсальные станки с двумя шпинделями (горизонтальным и вертикальным) и столом, поворачивающимся вокруг горизонтальной оси. В широкоуниверсальных фрезерных станках шпиндель может быть установлен - под любым углом к обрабатываемой заготовке.
Горизонтально-, вертикально - и универсально-фрезерные станки являются основными модификациями консольно-фрезерных станков и представляют собой станки общего назначения. Широко распространены следующие модели консольно-фрезерных станков: горизонтального исполнения 6Р80Г, 6Р81Г, 6Р82Г, 6Р83Г; вертикального исполнения - 6Р10, 6Р11, 6Р12, 6Р13, 6Р12Б, 6Р13Б; универсального исполнения - 6Р80, 6Р81, 6Р82, 6Р83; широкоуниверсального исполнения - 6Р80Ш, 6Р81Ш, 6Р82Ш, 6Р83Ш.
§2. УНИВЕРСАЛЬНЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6Р82
Универсальный консольно-фрезерный станок 6Р82 предназначен для выполнения разнообразных фрезерных работ, в том числе и фрезерования винтовых канавок, для чего стол может поворачиваться вокруг своей вертикальной оси. Станок используется как в условиях единичного, так и крупносерийного производства,
Характеристика станка. Размер рабочей поверхности стола 320 X 1250 мм; наибольшие перемещения стола: продольное 800 мм, поперечное 240 мм (механическое) и 250 мм (от руки), вертикальное 360 мм (механическое) и 380 мм (от руки); наибольший угол поворота стола ±45°; число частот вращения шпинделя 18 (31,5 - 1600 об/мин); число подач стола 18 (продольные 25—1250 мм/мин, поперечные 25-1250 мм/мин и вертикальные 8,3—416,6 мм/мин); электродвигатель главного движения мощностью N = 7,5 кВт и п = 1460 об/мин; электродвигатель подач мощностью N = 2,2 кВт и п = 1430 об/мин; габаритные размеры 2260 X 1785 X 1680 мм.
Движения в станке. Главное движение — вращение шпинделя фрезы (рис. 88) - осуществляется от электродвигателя (N == 7,5 кВт, п = 1460 об/мин), который через коробкускоростей сообщает шпинделю восемнадцать различных частот вращений.
Уравнение кинематической цепи главного движения для минимальной частоты вращения шпинделя
. .,.27 16 17 19
л. =1460-------------- = 31.5об/мин
53 38 46 69
Изменение направления вращения шпинделя осуществляется реверсированием электродвигателя
Изменение направления вращения шпинделя осуществляется
реверсированием электродвигателя.
Движение подачи производится от отдельного электродвигателя (N = 2,2 кВт; п = 1430 об/мин). Коробка подач станка позволяет осуществлять механическое перемещение стола в трех направлениях: продольном (перпендикулярно оси шпинделя), поперечном (параллельно оси шпинделя) и вертикальном. Специальные блокировочные устройства делают невозможным одновременное включение нескольких движений.
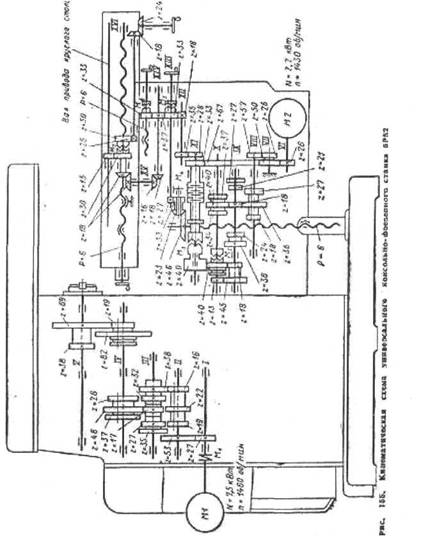
Рис 88
Восемнадцать продольных подач осуществляются по схеме:
электродвигатель (N = 2,2 кВт), постоянная передача---------- тройной
„ g. Л8 27 36Ч ~ ~ ~ - f 18 21 24^1 v ~
передвижной блок (—;—;—), второй тройной блок--------- вал Х. С вала
F V36 27 18* U0 37 34J
движение может передаваться на вал XI либо непосредственно через колеса
— (муфта Мг включена), либо через перебор----- (муфта Мг выключена).
40 V J^ 45 40 40 v ;*

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
