

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
n VT 28 VTT 18 33 1818
Далее движение передается по схеме: вал XI, —, вал XII, передачи------- ,
^ F 35 F 33371618
ходовой винт с шагом 6 мм. Поперечные и вертикальные перемещения стола осуществляются аналогичным путем двумя другими ходовыми винтами.
Уравнения кинематических цепей для максимального и минимального значения продольной подачи:

Быстрое перемещение стола во всех трех направлениях осуществляется от того же электродвигателя без коробки подач, непосредственно через зубчатую
передачу------------ фрикционную муфту М4 на валу XI и далее, по
50 67 33
кинематическим цепям рабочих
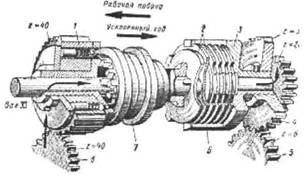
Рис 89. Муфты последнего вала коробки подач станка 6Р82
подач. Кулачковая муфта МЗ в этом случае выключена, а фрикционная муфта М4 включена.
На рис. 89 показаны муфты последнего вала XI коробки подач станка. Слева на валу находится шариковая предохранительная муфта 1 с зубчатым венцом (z = 40). Рабочая подача осуществляется при включении кулачковой муфты 7 в левое крайнее положение, когда ее кулачки сцепляются с кулачками предохранительной шариковой муфты. В этом случае движение от зубчатого колеса 8 (z = 40) передается на зубчатый венец предохранительной муфты и далее на кулачковую муфту 7, которая установлена на валу XI на скользящей шпонке.
При передвижении муфты 7 вправо ее кулачки разъединяются с кулачками предохранительной муфты, и рабочая подача прекращается. При дальнейшем перемещении вправо муфта 7 включает фрикционную муфту 6 и вал XI получает быстрое вращение от
|
|
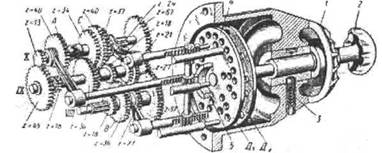
переключения подач |
А, В, С - передвижные г. — . .___^ блоки; Di D2 - диеки переключения; 1 - лимб; 2^1^*"""™' if - рукоятка переключения; 3 -'—- . *" j,-, фиксатор; 4 - диск; 5- |
Рис 90. Механизм станка 6Р82:
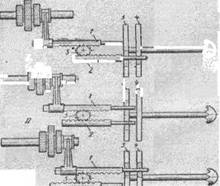
Рис. 91. Схема работы механизма переключения подач
колеса 5 (z = 67) через зубчатое колесо 4 (z = 33), корпус 3 фрикционной муфты и сжатые фрикционные диски 2.
Коробка подач имеет однорукояточное селективное управление (рис. 90). Переключение подач осуществляется передвижением зубчатых блоков или отдельных зубчатых колес с помощью вилок, закрепленных на соответствующих рейках. Рейки получают продольное перемещение от двух дисков с отверстиями, закрепленных на одной оси с рукояткой переключения. Рейки, перемещающие блоки, могут занимать три различных положения относительно дисков 3 и 4. На рис. 91 показана схема работы этого механизма на примере переключения тройного блока зубчатых колес. В положении 1 рейка упирается в диск 3, а рейка 2 проходит через отверстия обоих дисков. В положении II обе, рейки входят в отверстия диска 3. Положение III является обратным относительно положения I. Между рейками имеется зубчатое колесо 5, которое обеспечивает согласованное движение реек.
Для установки требуемой величины подачи рукоятку переключения с дисками сначала выдвигают из коробки подач. Затем поворачивают вправо или влево вокруг оси в требуемое положение до совпадения выбираемой подачи на лимбе рукоятки со стрелкой указателем на корпусе коробки подач. После этого рукоятку вдвигают обратно и, толкая выступающие концы реек дисками, перемещают рейки, а значит, и включаемые зубчатые колеса в положения, обеспечивающие выбранную подачу.
Станок автоматизирован и может быть настроен на следующие циклы работы (движения стола): 1) полуавтоматические скачкообразные - быстро-подача-быстро-стоп; быстро-подача быстро назад—стоп; 2) полуавтоматические чередующиеся - быстро-подача-быстро-подача-быстро назад-стоп; 3) автоматический маятниковый - быстро вправо-подача вправо-быстро влево-подача влево и т. д.
Автоматизация рабочих и установочных движений стола осуществляется с помощью механизма автоматического цикла, рас положенного в салазках, и кулачков, набор которых прилагается к станку. Кулачки, установленные в соответствии с выбранным циклом на передней плоскости стола, при его перемещении в нужные моменты поворачивают звездочку, посаженную на оси рукоятки включения продольного хода. Эти движения звездочки передаются механизму автоматического цикла, который осуществляет автоматическое переключение с ускоренного хода на рабочую подачу и обратно.
§ 3. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЕ БЕСКОНСОЛЬНЫЕ СТАНКИ
Бесконсольные вертикально-фрезерные станки (иначе вертикально-фрезерные станки с крестовым столом) применяют для фрезерования крупных деталей с большими сечениями среза. Бесконсольные станки имеют большую мощность, высокие частоты вращения шпинделя и величины подач стола. Шпиндельная бабка с расположенной в ней коробкой скоростей перемещается в вертикальном направлении по направляющим станины. Вращение. шпинделя осуществляется от отдельного электродвигателя. У некоторых станков можно устанавливать ось шпинделя под углом. Стол имеет движения по двум взаимно перпендикулярным направлениям в горизонтальной плоскости.
Вертикально-фрезерные бесконсольные станки выпускаются в основном со столом шириной 630,800 и 1000 мм. Станок управляется обычно с подвесного пульта. На базе основных исполнений станков изготовляют различные модификации: с поворотной шпиндельной бабкой, со Встроенным круглым столом, копировальные и др.
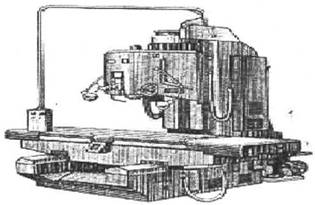
Рис. 92. Вертикальный фрезерный станок
На рис. 92 показан общий вид вертикально-фрезерного бесконсольного станка 6А59. Основные данные станка: размер рабочей поверхности стола 1000x2500 мм; перемещения стола продольное 2000 мм, поперечное 950 мм; расстояние от торца шпинделя до поверхности стола 100-1000 мм; частота вращения шпинделя 25-1250 об/мин; подача (бесступенчатое регулирование) 20-1500 мм/мин; мощность электродвигателя главного движения 22 кВт; габаритные размеры 6500x4550X4700 мм; масса 23,6 т. Станок применяют для фрезерных работ с использованием различных видов быстрорежущего и твердосплавного инструмента, а также для простых расточных и сверлильных работ с вертикальной подачей фрезерной бабки
§ 4. ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Продольно-фрезерные станки предназначены для обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей деталей торцовыми, цилиндрическими и фасонными фрезами. Станки выпускают одно - и двухстоечными, с одним или несколькими шпинделями. Продольно-фрезерные станки имеют
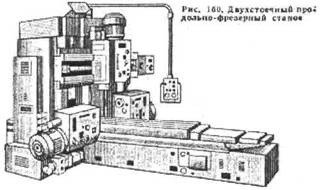
Рис 93
рабочий стол, совершающий только продольное перемещение. Главным движением в продольно-фрезерных станках является вращательное движение шпинделей бабок, а движениями подач - продольное движение стола и соответствующие перемещения шпиндельных бабок. Кроме рабочих движений станки имеют обычно следующие установочные движения: быстрые продольные перемещения стола; быстрые перемещения шпиндельных бабок; быстрый подъем или опускание траверсы перемещение гильз шпинделей каждой шпиндельной бабки для точной установки фрез на нужную глубину резания; поворот любой из шпиндельных бабок для установки фрезы под нужным углом (у станков с поворотными шпиндельными бабками). Ширина стола продольно-фрезерных станков находится в пределах 320-5000 мм, а длина — 1000-12 500 мм и более. Каждый шпиндель приводится в движение от отдельного электродвигателя.
Современные продольно-фрезерные станки имеют высокую производительность. Машинное время ■ при обработке сокращается в результате высоких скоростей шпинделей, высо-

Рис. 94. Одностоечный продольно фрезерный станок
ких подач, больших тяговых сил приводов подач и достаточных мощностей шпиндельных бабок. Сокращение вспомогательного времени осуществляется механизацией вспомогательных операций и при дистанционном управлении станком с одного подвесного пульта. В конструкциях станков предусмотрены возможность настройки с пульта управления любого режима работы, дистанционное бесступенчатое регулирование подач (для станков с шириной стола 500. мм и более), зажим и отжим перемещаемых узлов, их перемещение, механизированная уборка стружки из зон резания и другие виды механизации. У продольно-фрезерных станков неподвижная станина является основанием, к которому у двухстоечных станков крепят две стойки без поперечины или с поперечиной, а у одностоечных - одну стойку, несущую консольную траверсу.
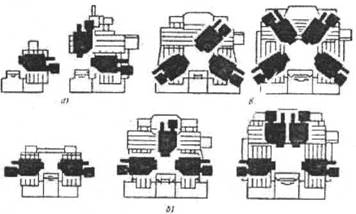
Рис. 95. Схемы компоновок продольно-фрезерных станков:
а - одностоечных; б - двухстоечных с неподвижными шпиндельными бабками; в - двухстоечных с поворотными шпиндельными бабками
На рис. 93 показан двухстоечный продольно-фрезерный станок с неповоротными шпиндельными бабками. Одностоечный станок с неповоротной шпиндельной бабкой показан на рис. 94. Схемы компоновок одностоечных и двухстоечных станков приведены на рис. 95
Глава XV
РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ § 1. МЕТОДЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ
Основными методами Изготовления резьб являются: а) нарезание резьбы на токарных станках резьбовыми резцами и гребенками (рис. 180); б) нарезание резьбы метчиками, круглыми плашками и резьбонарезными головками (рис. 181); в) фрезерование резьбы (рис. 182); г) шлифование резьбы однониточными и многониточными шлифовальными кругами (рис. 183); д) холодное накатывание резьбы плоскими плашками и круглыми роликами (рис. 184); е) горячее накатывание резьбы круглыми роликами.
Правильный выбор способа получения резьбы в каждом отдельном случае зависит от размеров резьбы, ее точности и шероховатости поверхности, формы и размеров обрабатываемой заготовки, на которой нарезается резьба, материала заготовки, вида производства и> других условий.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
