

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
движение резца в поперечном направлении; равномерное продольное перемещение инструмента параллельно оси заготовки.
Первые два движения обеспечивают получение профиля зубьев фрезы, третье движение, является движением продольной подачи и происходит со скоростью s мм/об.
Расчетные перемещения конечных звеньев при затыловании цилиндрических фрез с прямыми канавками:
п об/мин электродвигателя -> п об/мин шпинделя;
1 об. шпинделя ->г об. кулачка;
1 об. шпинделя —» s мм продольного перемещения резца.
При затыловании метчиков с прямыми канавками величина продольной подачи соответствует шагу Р резьбы затылуемого инструмента. Расчетные перемещения для этого случая:
п об/мпн электродвигателя -» п об/мин шпинделя;
1 об. Шпинделя -> z об. кулачка;
1 об. шпинделя -» Р мм продольного перемещения резца.
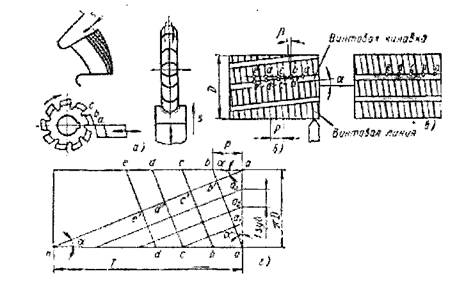
Затылование червячных фрез с винтовыми канавками. На станке в этом случае осуществляются следующие движения: а) равномерное вращение фрезы; б) равномерное продольное перемещение инструмента параллельно оси заготовки, соответствующее величине осевого шага Р винтовой линии резьбы фрезы; в) непрерывно повторяющееся возвратно-прямолинейное движение резца в поперечном направлении. Все движения связаны между собой.
На рис.54 б показана червячная фреза с винтовыми канавками (D - диаметр начальной окружности фрезы; Р - осевой шаг резьбы фрезы; /3 - угол подъема винтовой линии; а - угол наклона винтовой канавки). Если бы фреза имела прямые канавки, как показано на рис. 54, в, то при затыловании было бы необходимо, чтобы после каждого оборота фрезы резец перемещался в продольном направлении на шаг винтовой линии Р и, сделав z двойных ходов за один оборот фрезы, оказывался в точках пересечения винтовой линии резьбы фрезы с канавкой, т. е. в точках а, Ь, с, d, e и т. д. При обработке фрезы с винтовыми канавками резец в течение каждого оборота фрезы, по-прежнему смещаясь в продольном направлении на шаг Р, должен делать иное чем z, число двойных ходов. Это вызвано тем, что положение резца в точках а, Ь, с, d, е и т. д. не соответствует началу затылования очередных зубьев (точки а1, Ь', с', d1, е1 и т. д.).
Следовательно, расчетные перемещения для затылования червячные фрезы с винтовыми канавками должны отличаться от расчётных перемещений для инструмента с прямыми канавками.
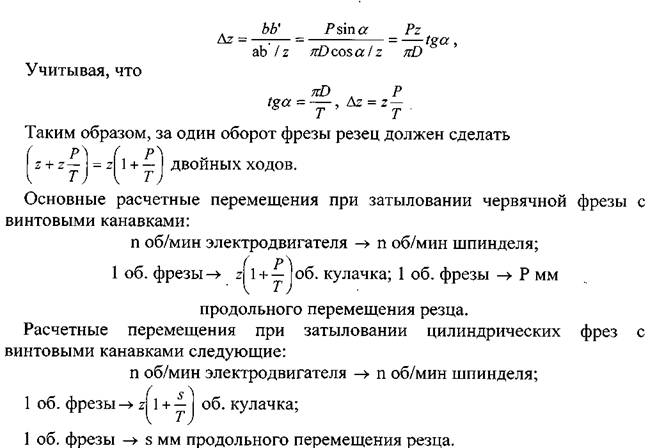
На рис. 98, с показана развертка условной червячной фрезы, длина которой равна шагу Т винтовой канавки. На схеме an - развертка винтовой канавки фрезы, аа - развертка начальной окружности фрезы, на которой размещено z зубьев. Точками a, ei а2, а3 на торце фрезы обозначены начала винтовых канавок, разделяющих зубья. На длине одного витка резьбы фрезы (отрезок ab) размещено больше чем z зубьев: на отрезке ab' - z зубьев и на отрезке ЬЪ - Az зубьев. Следовательно, резец на каждый оборот фрезы, проходя один виток резьбы фрезы (отрезки ab, be, cd, de и т. д.), должен будет сделать (z + Az) двойных ходов. Величина Az, соответствующая отрезку ЬЪ, может быть определена как
§ 2. УНИВЕРСАЛЬНЫЙ ТОКАРНО - ЗАТЫЛОВОЧНЫЙ СТАНОК 1Б811
На станке (рис. 55) производят затылование одно - и многозаходных червячных модульных фрез, а также гребенчатых, дисковых и фасонных фрез и инструментов с прямыми, косыми или торцовыми затылуемыми зубьями. На этом станке можно выполнять также все виды токарных работ.
Особенностями станка являются специальная конструкция суппорта, позволяющего осуществлять затыловочные движения;
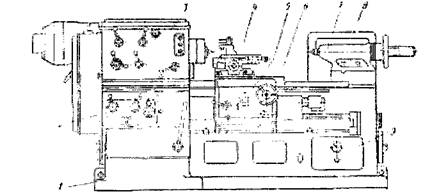
Рис.55 Универсальный токарно-затыловочный станок:
1 - станина; 2 - коробка подач; 3 - передняя бабка о коробкой скоростей; 4 - суппорт; 5 - фартук; 6 - каретка; 7 - задняя бабка; 8 - электрооборудование с электрошкафом; 9 - гидропривод
наличие кинематических цепей делительного движения и дополнительного вращения кулачка, отсутствующих у токарно-винторезных станков. Кроме того, у станка 1Б811 имеются дополнительные устройства, обеспечивающие работу по полуавтоматическому циклу.
Для шлифования затылков зубьев закаленных инструментов станок снабжен шлифовальным приспособлением.
Характеристика станка. Высота центров 260 мм; расстояние между центрами 710 мм; максимальные диаметры затылуемых деталей над станиной 520 мм, над нижней частью суппорта 240 мм; наименьший и наибольший шаги нарезаемой и затылуемой резьб - метрической 0,5-240 мм, дюймовой 3/16—10", модульной 0,4л - - 80л-; наибольшая глубина затылования 18 мм; частоты вращения шпинделя 2,8-63 об/мин, при обратном вращении 8,1-192 об/мин; величины подач 0,1-1 мм/об; наибольшая длина затылования 550 мм; габаритные размеры станка 2850x1500x1800 мм.
Принцип работы. Затылуемый инструмент закрепляют на оправке в центрах станка. Инструмент получает вращательное движение со скоростью резания. Режущий инструмент устанавливают в затыловочном суппорте, которому сообщается возвратно-поступательное движение в направлении, перпендикулярном оси центров (затыловочное движение, согласованное с вращением заготовки), и продольное1 перемещение по направляющим станины.
При затыловании цилиндрических фрез продольное перемещение суппорту сообщается от ходового вала, а при затыловании червячных фрез - от ходового винта. При затыловании дисковых фрез продольное перемещение суппорта отсутствует.
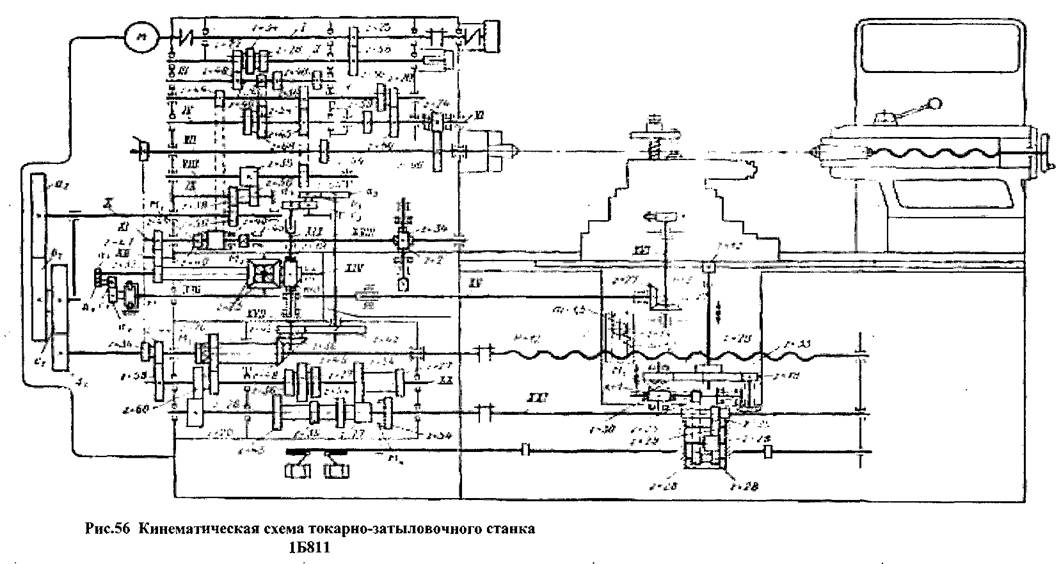
Движения в станке. Движение шпинделю станка передается от двухскоростного электродвигателя (N = 3,0/4,5 кВт, п = 700/1400 об/мин) через коробку скоростей (рис. 56). При рабочем ходе частота вращения электродвигателя равна 700 об/мин, а при обратном 1400 об/мин. Коробка скоростей позволяет получить 12 прямых и 12 обратных величин частот вращения шпинделя. Включение любой из ступеней скорости вращения шпинделя производится переключением блоков, расположенных на валах //, IV и V коробки. Расчетные перемещения для цепи скорости резания п об/мин электродвигателя -> п об/мин шпинделя.
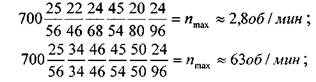 Уравнение кинематической цепи при рабочем ходе для предельных значений частот вращения
Уравнение кинематической цепи при рабочем ходе для предельных значений частот вращения
Продольная подача суппорта от ходового вала осуществляется при выключенной гайке ходового винта и включенной муфте М6. Расчетные перемещения
1 об. шпинделя -> s мм продольного перемещения резца.
Уравнение кинематической цепи следующее:
 |
От коробки подач вращение может передаваться на ходовой вал, ходовой винт и сменные зубчатые колеса гитары дифференциала. Цепь продольной подачи от ходового вала используют при затыловании цилиндрических фрез с прямыми и винтовыми зубьями.
Продольное перемещение суппорта от ходового винта производится при
затыловании зубьев червячных фрез или метчиков. В этом случае необходимо, чтобы за один оборот шпинделя резец, участвующий в сложном движении формообразования винтовой поверхности на цилиндре, переместился на величину осевого шага Р винтовой линии резьбы фрезы.
Расчетные перемещения конечных звеньев винторезной цепи станка 1 об. шпинделя -> Р мм продольного перемещения резца. Уравнение кинематического баланса винторезной цепи при работе без перебора
 |
откуда формула настройки винторезной гитары будет иметь вид
|
Глава У1П
ЛОБОВЫЕ ТОКАРНЫЕ И КАРУСЕЛЬНЫЕ СТАНКИ
1. ЛОБОВЫЕ ТОКАРНЫЕ СТАНКИ
Для обработки коротких заготовок большого диаметра в единичном производстве и в ремонтных мастерских применяют лобовые токарные станки. На них обтачивают наружные цилиндрические и конические поверхности, подрезают торцы, протачивают канавки, растачивают внутренние отверстия и др. У лобовых станков сравнительно малая длина и большой (до 4 м) диаметр планшайбы.
На рис. 57 показан лобовой станок 1А693, выпускаемый Краматорским заводом тяжелого станкостроения им. . Станок имеет следующую характеристику: наибольшее расстояние между центрами 3200 мм; наибольший диаметр обрабатываемого Аизделия 3200 мм; наибольшая масса заготовки 16 000 кг; частота вращения шпинделя 1-50 об/мин; мощность привода шпинделя 30 кВт; габаритные размеры 8200x5400x2480; масса 58 000 кг.
В передней бабке 4, жестко закрепленной на плите 1, размещена коробка скоростей. Основание суппорта 2 с продольными направляющими и заднюю бабку 6 можно переставлять по плите в требуемые положения и закреплять на ней болтами, головки которых входят в пазы плиты. Обрабатываемую заготовку закрепляют на планшайбе 5 в кулачках или с помощью прихватов и болтов (при необходимости она поддерживается центром задней
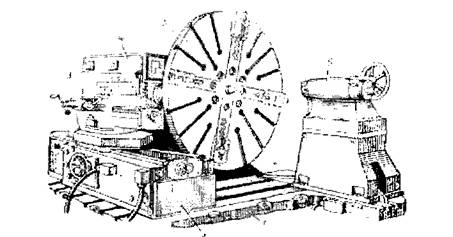
Рисунок 57. Лобовой станок 1А693
бабки.) Цепь подач получает движение от отдельного электродвигателя; суппорт 3 может получать продольную и поперечную подачи. Ввиду невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют чредко. Они заменены более совершенными карусельными станками.
§ 2. КАРУСЕЛЬНЫЕ СТАНКИ
Карусельные станки применяют для обработки тяжелых деталей большого диаметра, но сравнительно небольшой длины. На них можно обтачивать и растачивать цилиндрические и конические поверхности, подрезать торцы, прорезать кольцевые канавки, сверлить, зенкеровать, развертывать и т. д.
Основными размерами карусельных станков считаются наибольший диаметр и высота обрабатываемой на станке заготовки. При этом каждая последующая по размеру модель станка позволяет обрабатывать заготовку в 1,26 раза большую по диаметру, чем предыдущая, т. е. у карусельных станков принят знаменатель размерного ряда <р = 1,26.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
