

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
хода стол возвращается в исходное положение.
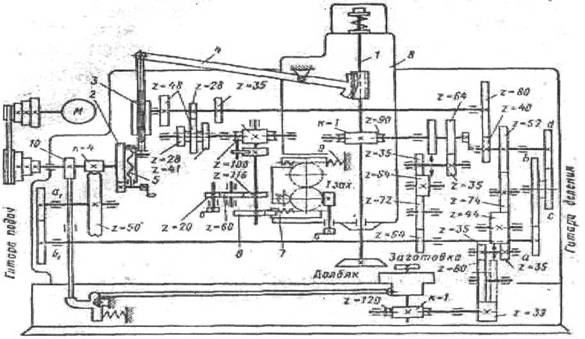
Рис. 127. Кинематическая схема, зубодолбежного станка 5В12
перед каждым проходом. При движении вниз долбяк совершает рабочий ход, снимая стружку с заготовки. Обратный ход дол-бяка является холостым. В это время стол с заготовкой отводится на небольшое расстояние от долбяка. К началу рабочего хода стол возвращается в исходное положение.
Движения в станке. Возвратно-поступательное движение долбяка осуществляется (рис. 127) от электродвигателя М через четырехступенчатую клиноремен-ную передачу (с передаточными отношениями f = 0,21;/2 =0,33;*з =0,46 и /4 =0,63), кривошипный диск 2 с радиальным пазом, в
котором закреплен переставной кривошипный палец, связанный с раздвижным шатуном 3, и коромысло 4, зубчатый сектор которого находится в зацеплении с круглой рейкой штосселя 1. Расчетные перемещения
п об/мин электродвигателя -» п дв. ход/мин долбяка. Число двойных ходов долбяка в минуту определяют по формула
1000vcp
2/
где vcp - выбранная средняя скорость резания, м/мин; I = Ь + с - длина хода долбяка, мм; b - ширина заготовки, мм; с - пробег на выход долбяка в обе стороны, мм.
В зависимости от требуемого числа двойных ходов клиновые ремни перебрасывают на соответствующую ступень посредством специального эксцентрикового устройства. Длину хода, долбяка регулируют изменением радиуса вращения пальца кривошипного диска с помощью винта 5, смонтированного на диске 2. Крайние положения долбяка устанавливают изменением длины раздвижного шатуна 3.
Вращение долбяка (круговая подача). В зубодолбежных станках под круговой подачей Ар понимают длину дуги поворота долбяка по делительной окружности за один его двойной ход. Следовательно, цепь подачи соединяет вращение долбяка и перемещение штосселя.
Расчетные перемещения цепи подачи 1дв. ход долбяка-» s^mm/дв. Ход.
Так как одному двойному ходу долбяка соответствует один оборот кривошипного диска 2, то уравнение кинематического баланса цепи подач начинается от кривошипного диска:
, 4 а, 64 72 64 35 1
1 mnz п = я
50 Ьх 72 64 35 64 90 д кр
откуда формула настройки гитары подач
а,_П25^
Ьх ятгд
где m - модуль долбяка; гд - число зубьев долбяка.
Для данного станка ах + Ьх =110.
Вращение заготовки (движение деления). При повороте долбяка на один
зуб — заготовка должна повернуться также на один зуб - .
гд z
Расчетные перемещения
— об, долбяка —> —об. заготовки.
2Д Z
Уравнение кинематического баланса цепи деления
_1_90 64 3^64 72а£52 74 44 35 80 J_ _\_
za 1 35 64 72 64 Ъ dlA 44 35 80 39 120 ~z
откуда формула настройки гитары деления
а с _гд
Для облегчения подбора сменных колес — число зубьев колеса с берется в
Ъ d
простом кратном отношении к числу зубьев
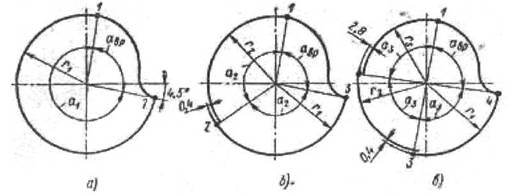
Рис. 128. Кулачки врезания:
а - однопроходной; б - двухпроходной; в - трехпроходной
долбяка, а именно 1 : 1 или 2 : 1, т. е. с = z, или с = 2гд: а + b = 120.
Врезание долбяка (радиальная подача) в заготовку на заданную высоту зуба осуществляется плоским кулачком 6 (рис. 127). На кулачках (рис. 128) имеется участок врезания, профиль которого очерчен по спирали Архимеда (занимает угол авр = 90°), и участки обкатки, очерченные по окружности, занимающие
различные углы в зависимости от числа проходов.
При нарезании колеса в один проход кулачок 6, поворачиваясь на угол авр,
действует на рейку 7, связанную с кареткой 8, перемещает долбяк по направлению к заготовке (происходит врезание). Когда ролик рейки 7 окажется в точке 1 (рис. 128, а), врезание прекращается; при дальнейшем вращении кулачка на угол ах происходит обкатка. За время поворота кулачка на угол al заготовка совершает один оборот. В коробке передач при этом введены в зацепление зубчатые колеса 48-28. Когда ролик рейки 7 достигает точки 2 кулачка, он попадет во впадину и каретка с долбяком под действием пружины 9 (см. рис. 127) отойдет от заготовки. При этом станок автоматически останавливается. При двухпроходном кулачке в зацепление вводятся зубчатые колеса 35-41. После врезания за время поворота кулачка на угол а2 (рис. 128, б) заготовка совершает один полный оборот. Затем в точке 2 осуществляется дополнительнее врезание долбяка на величину 0,4 мм и снова за время поворота кулачка на угол се2 (участок 2-3) заготовка совершает один оборот. При обработке в три прохода в зацепление вводят колеса 28-48. После врезания за время поворота кулачка на угол аЗ заготовка совершает один оборот. При этом происходит первая операция черновой обработки. В точке 2 (рис. 128, в) происходит дополнительное врезание долбяка на величину 2,8 мм, и снова за время поворота кулачка на. угол аЗ заготовка совершает один полный оборот. При этом осуществляется вторая операция черновой обработки. В точке 3 снова происходит врезание долбяка на величину 0,4 мм, и за время поворота кулачка на угол аъ (участок 3-4)
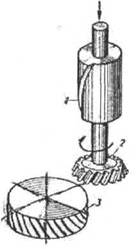
Рис. 129. Долбяк для наре-вания винтовых колес:
1 - подвижная часть направляющего копира; 2 - долбяк; 3 - заготовка
заготовка совершает еще один оборот; при этом происходит чистовая обработка.
Обозначив угол поворота кулачка в общем случае через ак, можно написать уравнение кинематической цепи врезания
, „ 120 39 80 35 44 74 40. 1 ак 1 80 35 44 74 52 80 к 100 360 где iK - передаточное отношение пары зубчатых колес коробки передач,
находящихся в зацеплении;—^ поворот кулачка в долях оборота.
360
Отвод стола с заготовкой от долбяка во время его холостых ходов осуществляется от эксцентрика 10 (см. рис. 127) через толкатель и рычажную
систему. Установка эксцентрика на одном валу G кривошипным диском обеспечивает необходимую синхронизацию отвода и подвода стола с холостыми и рабочими ходами долбяка.
Нарезание зубчатых колес с винтовыми зубьями производят долбяками с винтовыми зубьями следующим образом (рис. 129). В суппорте вместо прямых направляющих устанавливают специальные винтовые направляющие, шаг которых должен быть равен шагу винтовой линии зуба долбяка, применяемого для нарезания данного колеса. Винтовые направляющие состоят из двух частей: подвижной, закрепленной на шпинделе долбяка, и неподвижной, монтируемой в гильзе червячного колеса z = 100. Неподвижная часть вращается вместе с червячным колесом, а подвижная во время возвратно-поступательного движения вместе со шпинделем долбяка получает принудительное дополнительное вращение.
Наладка станка на нарезание зубчатых колес внутреннего зацепления производится по тем же формулам, что и для колео наружного зацепления. Различие заключается лишь в том, что при нарезании зубчатых колес внутреннего зацепления направления вращения долбяка и заготовки одинаковы, тогда как при нарезании колее наружного зацепления они противоположны.
§ 3. ЗУБОФРЕЗЕРНЫЙ СТАНОК 5К324
Нарезание цилиндрических колес с прямыми зубьями. Заготовка при обработке находится в зацеплении с воображаемой производящей движущейся зубчатой рейкой, которая воспроизво-
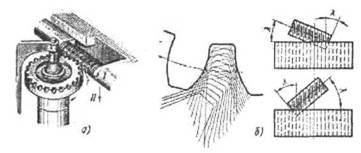
Рис. 130. Схема нарезания цилиндрических зубчатых колес червячными фрезами:
а - схема процесса; б - установка червячной фрезы
дится в пространстве режущими кромками фрезы 1 при ее вращательном I и поступательном II движениях (рис. 130).
При нарезании цилиндрических колес с прямыми зубьями червячная фреза вращается с частотой
lOOOv
![]() Нарезаемая заготовка также получает вращение, которое должно быть точно согласовано с вращением фрезы. При нарезании прямозубых колес за
Нарезаемая заготовка также получает вращение, которое должно быть точно согласовано с вращением фрезы. При нарезании прямозубых колес за
один оборот к заходной фрезы заготовка должна сделать - оборотов. Для
Z
образования формы зубьев колеса по длине червячной фрезе одновременно с вращением сообщается движение подачи параллельно оси заготовки.
Червячную фрезу устанавливают следующим образом. При горизонтальном 'положении один из зубьев фрезы совмещают с центром стола для получения правильного профиля зубьев, Это особенно важно при нарезании колес с малым числом зубьев и большим модулем, в остальных случаях центрование не обязательно. При фрезеровании прямозубых колес ось червячной фрезы должна быть наклонена под углом Л подъема витков фрезы к торцовой плоскости заготовки (рис. 130, б).
Нарезание цилиндрических зубчатых колес с винтовыми зубьями. В этом случае ось фрезы к торцу заготовки устанавливается под углом
3 = /3±Л
где р угол наклона зубьев нарезаемого колеса.
Знак плюс в формуле берут при разноименных направлениях винтовых линий зубьев нарезаемого колеса и фрезы, знак минус при одноименных направлениях.
Схемы установки фрезы при нарезании винтовых зубьев колес для различных вариантов показаны на рис. 131. Для получения
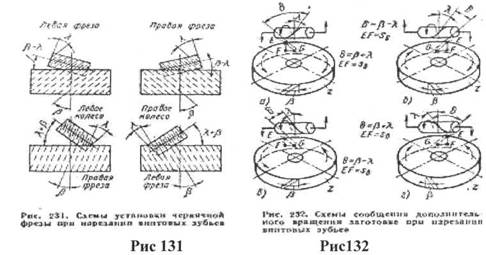
винтового зуба необходимы четыре движения: вращение фрезы» вращение заготовки, вертикальная подача фрезы и дополнительное вращение заготовки. Первые три движения такие же, как и при нарезании прямозубых цилиндрических колес. Необходимость сообщения дополнительного вращения заготовке видна из схем, показанных на рис. 132.
При нарезании зубьев колес фрезе сообщают движение вдоль оси заготовки независимо от того, нарезают прямые или винтовые зубья. Поэтому при нарезании винтовых зубьев колес возникает необходимость сообщения заготовке дополнительного вращения, вызванная несовпадением направления вертикальной подачи фрезы с направлением зуба колеса.
Предположим, что за некоторое число оборотов фреза опусти-ласть вертикально на некоторую величину sB и оказалась (для всех четырех случаев) в точке F вместо точки G, лежащей на винтовой линии зуба. Тогда для того, чтобы фреза постоянно находилась в контакте с нарезаемым зубом и не срезала его, следует заготовку дополнительно повернуть на величину дуги FG в направлении к точке F (направление дополнительного вращения показано штриховыми линиями). Дополнительное вращение совпадает с направлением основного вращения, если направление винтовых линий колеса (угол наклона /?) и фрезы (угол подъема Л) одноименно (рис. 132, б, в) и противоположно при разноименных направлениях винтовых линий (рис. 132, а, г).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
