

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
передаточное отношение клиноременных передач. Шпиндель передней бабки неподвижен, а деталь получает вращение от поводка, закрепленного на планшайбе.
Механизм поперечных подач обеспечивает следующие движения на станке: быстрое установочное перемещение шлифовальной бабки относительно ходового винта, ручные поперечные подачи шлифовальной бабки, непрерывные автоматические поперечные
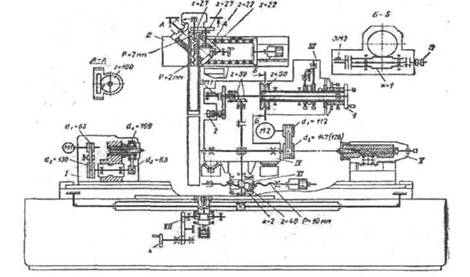
Рис. 112. Кинематическая схема круглошлифовального станка ЗМ151:
I - бабка передняя; II - устройство для правки; III - механизм подач; IV - бабка шлифовальная; V - бабка задняя; VI - механизм быстрого подвода; VII - механизм ручного перемещения стола.
подачи шлифовальной бабки, периодические автоматические подачи шлифовальной бабки, толчковые периодические подачи шлифовальной бабки. Механизм подач установлен на корпус шлифовальной бабки.
Ручные поперечные подачи шлифовальной бабки осуществляют поворотом маховика 1 (см. рис. 112) при включенной электромагнитной муфте ЭМ1,
39 2
через коническую передачу —, вертикальный вал, червячную пару — и на
винтовую передачу поперечных подач.
Быстрое установочное перемещение осуществляется от гидродвигателя 2 при выключенной электромагнитной муфте ЭМ1. Движение от вала гидродвигателей передается через пару цилиндрических зубчатых колес
конической передаче — . и далее на винтовую пару поперечных подач
шлифовальной бабки. Непрерывные автоматические подачи осуществляются от гидродвигателя 3
при включенной муфте ЭМ2 через червячную пару —, маховик 1 (он застопорен на втулке, на которой находится червячное колесо z - 50), муфту
ЭМ1, коническую передачу — и далее, как в предыдущих случаях.
Периодические автоматические подачи осуществляются по кинематической цепи, рассмотренной выше. Для этого электромагнитная муфта ЭМ2 включается только на период осуществления
1 подачи, а затем выключается и движение червячной пары — прекращается.
Ручное перемещение стола производят маховиком 4 через ряд механических подач. Механизм ручного перемещения стола сблокирован с гидросистемой станка
Гидропривод станка выполняет следующие функции: продольное реверсивное перемещение стола с черновой или чистовой рабочей скоростью или со скоростью правки; регулируемый по скорости перегон стола при отведенной шлифовальной бабке; осциллирующее движение стола; быстрый подвод и отвод шлифовальной бабки; установленный перегон шлифовальной бабки; отвод пиноли задней бабки при отведенной шлифовальной бабке; блокировка механизма ручного перемещения стола; непрерывная подача шлифовальной бабки до касания круга с деталью; черновая и чистовая поперечные подачи шлифовальной бабки, непрерывные при шлифовании врезанием и периодические при продольном шлифовании; доводочная микроподача (толчковая микроподача); автоматический отвод бабки после достижения заданного размера; подача команд на электрический счетчик ходов стола при выхаживании; перезарядка механизма подач шлифовальной бабки; перемещение суппорта и каретки при правке по гладкому или ступенчатому копиру с черновой и чистовой скоростями; подача алмаза прибора правки; компенсация припуска, снятого при правке; перемещение скобы измерительного управляющего устройства; перемещение цилиндров широкодиапазонного измерительного прибора; смазка подшипников шпинделя шлифовальной бабки, направляющих стола и опоры винта поперечных подач.
|
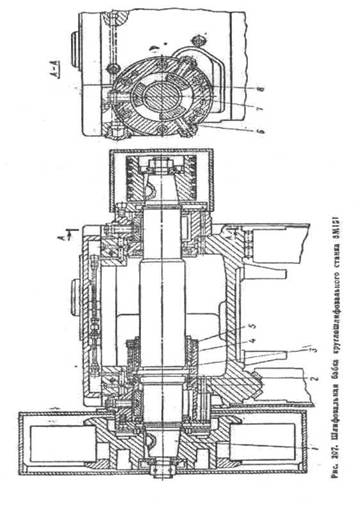
Рис 113
Самозажимной плавающий патрон. Для привода вала на центровых круглошлифовальных станках применяют зажимные - патроны плавающего типа (рис. 114). При зажиме заготовка под действием центра задней бабки перемещается и упирается в концы рычагов 3. Планшайба 2, несущая три рычага 3 и три кулачка 6 перемещается влево, сжимая пружины 8. Одновременно рычаги 3 начинают поворачиваться на осях 4 и сухарями 5 смещают кулачки 6 к центру до тех пор, пока они не зажмут деталь. Смещение планшайбы в радиальном направлении, необходимое для надежного закрепления детали всеми тремя кулачками, обеспечивается зазором между планшайбами и направляющими винтами 9. После зажима детали кулачками поворот рычагов прекращается и при дальнейшем движении заднего центра деталь досылается до переднего центра 7. При движении центра задней бабки вправо деталь выталкивается пружиной, рычаги 3 верхними плечами упираются в крышку / и поворачиваются против часовой стрелки, при этом кулачки 6 перемещаются от центра и освобождают деталь. Усилие трех пружин 8 обеспечивает перемещение детали в осевом направлении вправо на 10—15 мм от передней плоскости кулачков
|
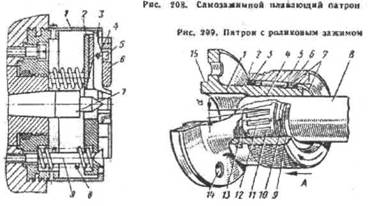
Рис 114
Патрон с роликовым зажимом (рис. 114). Патрон служит для зажима цилиндрических деталей по наружной поверхности. Корпус 1 патрона имеет фланец с центрирующим пояском 15 и отверстиями 14 для крепления патрона к планшайбе. Рабочая часть патрона имеет наружную конусную поверхность 2 и строго концентричное с пояском 15 отверстие 4, в которое вставляют обрабатываемую деталь 8. Зажимное кольцо 5, расточено на конус 6 в соответствии о конусностью корпуса. Между корпусом 1 и зажимным кольцом 5 находится сепаратор 12 с роликами //, расположенными под небольшим углом к оси патрона. Для предохранения роликов от грязи и жидкости с обеих сторон сепаратора предусмотрены фетровые кольца 10, удерживаемые металлическими разрезными кольцами 3, 7, 9 и 13. Разрезные кольца, между которыми заключен (с некоторым зазором) сепаратор, препятствуют самопроизвольному снятию зажимного кольца 5
§ 4. ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
Плоскошлифовальные станки, получившие наибольшее распространение, делятся на станки: с прямоугольным столом и горизонтальным шпинделем, с прямоугольным столом и вертикальным шпинделем, с круглым столом и горизонтальным шпинделем и с круглым столом и вертикальным шпинделем.
Плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем выпускают двух типов: инструментальные, предназначенные для использования в инструментальных цехах, а также в основных цехах машиностроительных заводов при изготовлении точных деталей небольших размеров, и продукционные для обработки различных деталей в основных механических цехах заводов.
Плоскошлифовальные станки имеют следующие основные механизмы: привод шлифовального круга (в основном от электродвигателя,- встроенного в корпус шлифовальной бабки соосно со шпинделем шлифовального круга); механизм продольных подач (главным образом от гидропривода), механизм поперечных подач (от гидропривода или посредством винтового механизма); механизм вертикальных подач (в виде храпового механизма с приводом от упоров стола через рычажную систему либо гидравлический) и привод стола для станков с круглым столом (от электродвигателя через коробку подач, от гидродвигателя объемного регулирования, от электродвигателя постоянного тока)
Плоскошлифовальный станок ЗБ722 относится к станкам с
прямоугольным столом и горизонтальным шпинделем (рис. 115). |
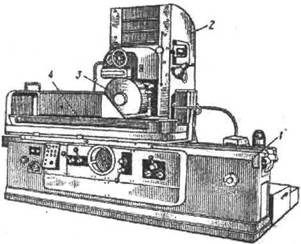
Рис. 115. Плоскошлифовальный станок ЗБ722 1-станина; 2- стойка; 3- Шлифовальная бабка; 4- Рабочий стол.
Характеристика станка: размер рабочей поверхности стола 320 х 1000 мм; наибольшее расстояние от оси шпинделя до стола 630 мм; диаметр шлифовального круга 450 мм; частота вращения шлифовального круга 1460 об/мин; автоматическая поперечная подача на ход стола 1-30 мм; автоматическая вертикальная подача на ход стола 0,005-0,1 мм; скорость продольного перемещения стола 2-40 м/мин; скорость быстрого перемещения шлифовальной бабки 0,4 м/мин; мощность электродвигателя привода шлифовального круга 10 кВт; габаритные размеры 3410 X 2020 X Х2290 мм.
Главное движение в станке - вращение шлифовального круга, продольная подача - прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепят на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг - вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке сообщается также вертикальная подача снятия необходимого припуска.
Плоскошлифовальный станок ЗБ740 является станком с круглым столом и горизонтальным шпинделем (рис. 116). Он предназначен для точного шлифования и широко применяется на машиностроительных заводах.
Характеристика станка: диаметр стола 400 мм; диаметр шлифовального круга 350 мм, частота вращения шлифовального шпинделя 1900 об/мин; частота вращения стола.20-200 об/мин; перемещение шлифовальной бабки за один оборот лимба 0,375 мм; автоматическая вертикальная подача 0,0025—* 0,03 мм/мин, мощность электродвигателя шлифовального круга 7 кВт; габаритные размеры 2055x1565x1935 мм. Станок обеспечивает параллельность поверхности образца его основанию 0,006 мм по всей длине»
Привод шлифовального круга осуществляется непосредственно от встроенного электро-
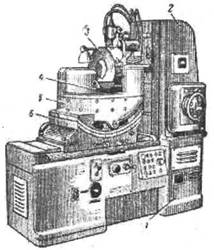
Рис, 116. Плоскошлифовальный станок ЗБ740:
1 - станина. 2 - стойка; 3 - шпиндельная бабка; 4 - стол; 5 - люлька; 6 - каретка
двигателя, ротор которого насажен на шпиндель шлифовального круга Возвратно-поступательное движение стола производится от гидропривода Привод вращения стола осуществляется от гидродвигателя аксиально поршневого типа.
Вертикальная автоматическая подача шлифовальной бабки производится oi гидропривода. Кроме автоматической подачи на станке может быть ручная подача. Для шлифования наклонной поверхности предусмотрен наклон люльки с круглым столом на соответствующий угол.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
