

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
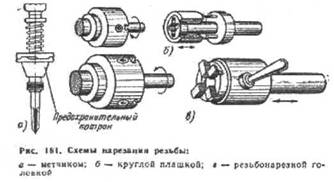
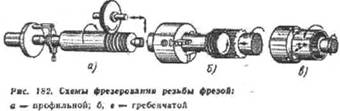
Из перечисленных способов получения резьбы резьбофрезе-рование занимает одно из ведущих мест. Различают следующие основные виды резьбофрезерования, получившие наибольшее распространение: фрезерование коротких резьб гребенчатыми (групповыми) фрезами, фрезерование резьб профильными фрезами и фрезерование резьб резцовыми головками (иначе его называют скоростным или вихревым фрезерованием резьбы).
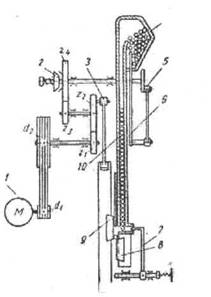
При нарезании резьбы вращающимися резцами (рис. 96) обрабатываемая заготовка 1 вращается с небольшой скоростью. Резец, установленный в специальной головке 2 на суппорте, вращается с большой скоростью в направлении, противоположном вращению заготовки, причем ось вращения резца не совпадает с осью вращения обрабатываемой детали, и поэтому получается прерывистое резание. Плоскость, в которой вращается резец, наклонена к вертикальной плоскости под углом подъема винтовой линии нарезаемой резьбы. Суппорт станка во время вращения
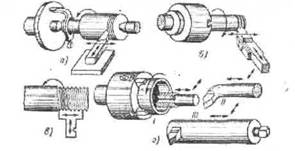
Рис. 96. Нарезание резьбы на токарных станках:
а - стержневым резьбовым резцом; б - призматическим резьбовым резцом; в - резьбовой гребенкой; г - круглой резьбовой гребенкой (1), стержневым отогнутым резцом (11) и резьбовым резцом в оправке (111)
резца перемещается параллельно оси детали на величину шага резьбы за каждый оборот детали. Нарезание резьбы осуществляется за один рабочий ход на токарно-винторезном станке.
|
|
|
§ 3. РЕЗЬБОНАКАТНЫЕ СТАНКИ
Резьбонакатные станки делятся на станки с плоскими и круглыми плашками. Станки с плоскими плашками производительны и дают возможность получать. точную резьбу. Подвижная плоская плашка 9 (рис. J87) получает возвратно-поступательное движение от электродвигателя 1 через
клиноременную передачу —, пару зубчатых колес — и кривошино-
d2 z2
шатунный механизм 3. Заготовки из бункера 4 попадают в зону обработку по направляющему желобу 10 с помощью толкателя 6, который приводится в действие от электродвигателя по кинематической цепи, аналогичной цепи для
привода подвижной плашки, и далее через пару колес —, предохранительную
Z4
муфту 2 и кривошипно-шатунный механизм 5. Толкатель 7 непосредственно подает заготовки в пространство между подвижной 9 и неподвижной 8 плашками.
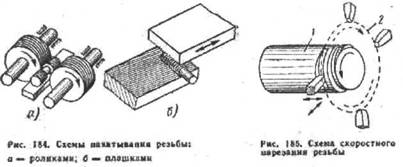
В станках к круглыми плашками заготовку 2 (рис. 188, а) размещают на упоре 4 между неподвижной / и подвижной 3 круглыми плашками (роликами). Плашка 3 быстро подводится к заготовке и прижимает ее к ролику 1 - происходит накатывание резьбы, которое заканчивается после нескольких оборотов
|
|
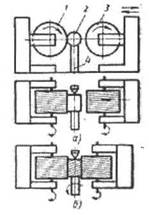
Рис. 97. Схема резьбонакатного станка с плоскими плашками Рис. 98. Схема накатывания резьбы
заготовки (рис. 98, б). Оба ролика вращаются от одного электродвигателя через, механическую передачу, а прямолинейное перемещение подвижного ролика осуществляется обычно от гидропривода. Существуют и другие методы накатывания резьбы.
Преимуществами метода накатывания являются высокая производительность относительно низкая себестоимость, большая прочность и износостойкость накатанных резьбовых изделий по сравнению с нарезанием.
§4. ГАЙКОНАРЕЗНЫЕ СТАНКИ
Нарезание резьбы в гайках при крупносерийном и массовом производстве осуществляют на гайконарезных полуавтоматах и автоматах машинными метчиками с прямыми или изогнутыми хвостовиками.
Принципиальная схема двухшпиндельного гайконарезного автомата, работающего метчиками с изогнутым хвостовиком, показана на рис. 99. Метчик / вместе со специальной головкой 2 получает вращение от шпинделя 3. Нарезаемые гайки из бункера 4 подаются к вращающемуся метчику и толкателем 5 прижимаются к нему. Толкатель 5 получает движение от эксцентрика 6. Гайка перемещается по метчику и по изогнутому хвостовику сбрасывается в зону готовых изделий.
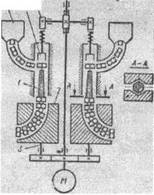
Рис. 99. Упрощенная схема гайконарезного автомата
§ 5. РЕЗЬБОШЛИФОВАЛЬНЫЕ СТАНКИ
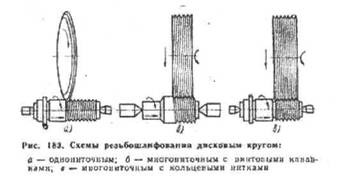
Резьбошлифовальные станки предназначены для чистовой обработки резьб повышенной точности, предварительно нарезанных на других станках (шлифование резьбы без предварительной обработки можно применять лишь при шаге до 2 мм). На этих станках производят шлифование резьбы на метчиках, резьбовых калибрах, точных винтах, резьбовых фрезах, червяках и т. п.
Выпускают резьбошлифовальные станки 5820, 5821, 5К821В, 5К822В, 5822М, 5К823В и др. Станки позволяют шлифовать резьбы на заготовках диаметром от 125 до 320 мм и длиной от 190 до 950 мм.
На рис. 183 приведены схемы резьбошлифования дисковым кругом на резьбошлифовальных станках.
Глава XVI
СТРОГАЛЬНЫЕ И ДОЛБЕЖНЫЕ СТАНКИ § 1 НАЗНАЧЕНИЕ И РАЗНОВИДНОСТИ СТАНКОВ
На строгальных и долбежных станках обрабатывают плоские поверхности, прямолинейные канавки, пазы, различные выемки, фасонные линейчатые поверхности и т. д. Эти станки делят на поперечно-строгальные (односуппортные и двухсуппортные), продольно-строгальные (одностоечные, двухстоечные и кромкострогальные) и долбежные.
Поперечно-строгальные станки всех размеров изготовляют с механическим приводом главного движения, а станки с ходом ползуна 700 и 1000 мм также и с гидравлическим приводом. Станки имеют автоматические подачи стола и резцового суппорта, управляются с центральной кнопочной станции и удобно расположенными рукоятками. Схема строгания на поперечно-строгальном станке показана на рис. 190, а. Возвратно-поступательное движение резца - это главное движение, а периодическое поперечное (или вертикальное) перемещение стола с заготовкой на величину подачи s - движение подачи.
Продольно-строгальные станки. Одностоечные и двухстоечные продольно-строгальные станки являются станками общего назначения. Главным движением в продольно-строгальных станках является возвратно-поступательное прямолинейное движение стола с заготовкой. Стол обычно приводится в движение от электродвигателя постоянного тока через механическую коробку скоростей, что позволяет наряду с бесступенчатым регулированием скорости движения обеспечивать также плавное врезание резца в деталь и замедленный выход его из детали в конце рабочего хода. Управление основными движениями станков осуществляется с подвесной кнопочной станции. На рис. 100, б изображена схема строгания на продольно-строгальном станке.
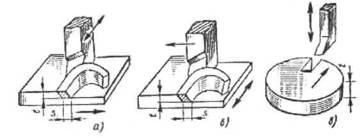
Рис. 100. Схемы строгания на станках:
а - поперечно-строгальном: б - на продольно-строгальном в - долбление
На базе продольно-строгальных станков общего назначения изготовляют специализированные станки и станки, в которых строгание сочетается с фрезерованием, растачиванием, шлифованием и т. д.
Долбежные станки с ходом долбяка 100, 200 и 320 мм имеют механический привод, с ходом 320 и 500 мм - гидравлический, а с ходом 1000 и 1400 мм - привод от электродвигателя постоянного тока с возможностью бесступенчатого регулирования скорости.
Дистанционное управление работой станков с ходом долбяка 320 мм и более осуществляется с подвесной кнопочной станции. При применении соответствующей оснастки долбежные станки общего назначения используют для обработки фасонных поверхностей с использованием копировального устройства и плоского шаблона (при этом возможна., обработка по замкнутому контуру при наружном и внутреннем долблении). Схема работы при долблении приведена на рис. 190, в. Стол станка может иметь перемещение в продольном, поперечном направлении или вращаться.
Промышленность выпускает станки общего назначения поперечно-строгальные с ходом ползуна до 1000 мм, продольно-строгальные с длиной рабочей поверхности стола до 12 500 мм и более, долбежные с ходом долбяка до 1400 мм.
§ 2. ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК 7Д37
Назначение станка - строгание плоских и фасонных поверхностей деталей в условиях единичного и серийного производства.
Характеристика станка (рис. 101). Наибольший ход ползуна 1000 мм; наибольшее расстояние от опорной поверхности резца до станины (вылет) 1140 мм; наибольшее расстояние между верхней плоскостью стола и ползуном 500 мм; размер рабочей поверхности стола 560x1000 мм; наибольшее перемещение стола: горизонтальное 800 мм, вертикальное 420 мм; горизонтальная подача на двойной ход 0,2-5 мм; мощность электродвигателя главного движения 10кВт; габаритные размеры 3700x1850x1980 мм.
Движения в станке. Главное движение - прямолинейное возвратно-поступательное движение ползуна с резцом. Оно осуществляется от гидропривода с двумя шиберными насосами. Гидропривод позволяет производить бесступенчатое регулирование скорости ползуна в пределах каждого из четырех имеющихся диапазонов скорости.
Движение подачи - прерывистое поступательное перемещение стола с обрабатываемой заготовкой в поперечном или вертикальном направлении и прерывистое поступательное перемещение суппорта в вертикальном направлении. Вспомогательные движения - установочные перемещения стола и суппорта.
|
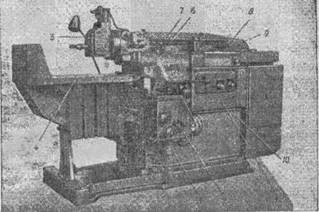
Рис. 101. Общий вид поперечно-строгального станка: 1 - гидропанель 2 - коробка подач; 3 - гидроцилиндр коробки подач; 4 - стол; 5 - суппорт; |
Прерывистая подача стола происходит в момент изменения направления движения стола с обратного хода на рабочий ход. В это время масло под давлением поступает в гидроцилиндр 1

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |
