


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Регулирование комплексного графика
Планирование потребности в материалах (или интервальная система с точкой заказа) — краеугольный камень эффективной системы управления производством и запасами. В последующих главах рассмотрены вопросы планирования загрузки мощностей, регулирования загрузки и очередности, но важно понять, что все начинается с планирования очередности, а комплексный график — основная входная информация для плана очередности работ. Комплексный график приводит в движение систему планирования очередности, а последняя в свою очередь приводит в движение остальные элементы системы управления производством и запасами.
Это показано на Рис. 9. Выше говорилось о точке заказа и ППМ: это методы планирования очередности. Вопросы планирования потребности в мощностях рассматриваются в § 6. Регулирование запуска — выпуска как метод регулирования загрузки — предмет § 7. Задание для производственного участка и отчет об ожидаемых задержках — основные методы регулирования очередности работ на заводе; они рассматриваются в § 8.
На Рис. 9 показана весьма важная взаимосвязь между перечисленными методами. Функция планирования мощностей имеет особо важное значение. Невыполненные заказы цеха плюс спланированные заказы из системы ППМ обеспечивают входные данные для планирования потребности в мощностях. Это показывает, какие мощности действительно потребуются на ключевых производственных участках. Как только план составлен, необходимо ответить на вопрос, можно ли обеспечить наличие мощностей. Если это возможно, комплексный график реален, и на основе плана потребности в материалах можно начинать выдачу заказов и поправок к графику. Для решающих участков будут выданы расчеты мощностей, которые будут контролироваться с помощью методов регулирования запуска — выпуска. Производственным подразделениям выдаются задания — обычно ежедневно, — в которых показан график прохождения работ на каждом рабочем участке, обеспечивающий соблюдение требуемых сроков, выданных ППМ. Отдел снабжения также руководствуется сроками системы ППМ. На Рис. 9 просто показаны основные методы, применяемые для:
1) планирования очередности;
2) планирования мощностей;
3) регулирования очередности;
4) регулирования мощностей.
Чрезвычайно важно, чтобы руководство поняло взаимосвязь между элементами системы управления производством и запасами. В особенности важно оценить значение комплексного графика. Разработчик графика часто вынужден обращать внимание руководства на серьезные проблемы и объяснять, как повлияет на комплексный график, например, включение в него нового изделия с более коротким, чем обычно, сроком изготовления. Иногда это возможно, если исключают другие изделия, иногда — путем наращивания мощностей, но ценой увеличения затрат. При значительном увеличении спроса и невозможности установить оборудование для его удовлетворения важно решить, по каким изделиям будут удлинены сроки поставки, а по каким руководство попытается сохранить самый высокий уровень обслуживания.
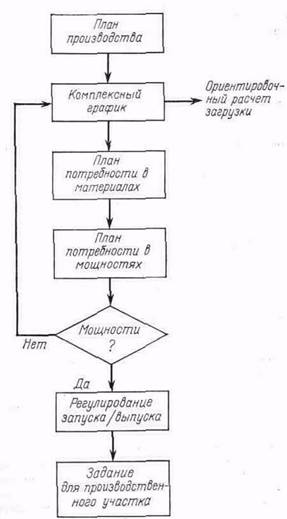
Рис. 9. Последовательность разработки планов
Работник, планирующий потребность в материалах, и даже разработчик комплексного графика принимают тактические решения. Разработчик графика нередко должен обращать внимание руководства на возникшие серьезные проблемы, которые могут обусловить необходимость принятия стратегических решений. При наличии современной системы управления производством и запасами серьезные проблемы можно распознать и решить заранее. Система такого рода не исключает возникновения проблем, но она подсказывает руководству, в чем проблема заключается, а также возможные варианты ее решения.
— управляющий заводом средней промышленной компании. Он любит повторять, что «руководитель производства не вправе говорить „нет"». Он объясняет это довольно просто. Когда работники сбыта или президент компании требуют невозможного, управляющий производством, лишенный необходимой информации, вынужден говорить „да", а затем пытаться сделать это, заведомо зная, что какой-то участок работы пострадает. Мартин с энтузиазмом отнесся к системе планирования потребности в материалах с планированием и регулированием мощностей и заданиями для рабочих участков. „Разумеется, я доволен лучшим обслуживанием, снижением запасов и производственных затрат. Все это очень хорошо, но что мне больше всего нравится в системе такого рода — это возможность иметь под рукой необходимые данные. Теперь я в состоянии показать руководству, каковы реальные альтернативы; теперь я могу сказать, когда мы должны приобрести дополнительное оборудование и когда следует исключить что-либо из комплексного графика, чтобы сделать „невозможное" (а время от времени это необходимо). Я всегда был уверен, что ради невозможного надо чем-то поступиться. Теперь я могу показать руководству, чем надо поступиться, каковы альтернативы, и даже при случае, если это нужно, сказать: „Нет, и точка", хотя я этого и не люблю".
вице-президент по сбыту компании „Тета инструмент", стал одним из самых восторженных поклонников новой системы управления производством и запасами. Он осознал обязанность работников сбыта обеспечивать надежную информацию для разработки комплексного графика, но также понял выгоды, которые сулит ему система. Поставки стали более аккуратными, обещания покупателям — более надежными, но, кроме того, он получил возможность принимать важные стратегические решения. Если деталь признается негодной, то вопрос об изменении комплексного графика решают с ним. Его обязанность — решить, сроки исполнения какого заказа лучше всего пересмотреть. Прежде чем запустить новое изделие, он настаивает на пробной проверке в системе, чтобы убедиться в том, что программа обеспечена мощностями. Свою оценку системы Роджер выразил следующим образом: „Работая в промышленной фирме, вы часто сталкиваетесь с суровыми фактами действительности в сфере сбыта. Нередко имеются вещи, которые вы не можете сделать при всем желании. Это все равно, что пытаться остановить автомобиль на скользкой мостовой. Вы хотели бы затормозить, но машину заносит, она не подчиняется вам. Важно, однако, помнить, что если нельзя остановить автомобиль, то лучше продолжать управлять им. Аналогично этому комплексный график часто говорит мне, что есть вещи, которые сделать невозможно, но он и подсказывает мне, каковы реальные альтернативы, из числа которых я могу выбирать. Такого рода система явно не решает все проблемы промышленной компании, но она указывает управляющему сбытом на лучший способ справиться с ними".
Поэтому легко понять, почему комплексный график имеет столь важное значение в системе управления производством и запасами. Многие компании будут утверждать, что они не разрабатывают комплексный график, но так или иначе они определяют объем будущего производства. Формализация комплексного графика поможет им принимать сложные решения, неизбежные в управлении промышленной фирмой.
Суть действительно функционирующей формальной системы можно лучше всего показать на том, какие сложные проблемы возникают в связи с комплексным графиком. Управлению производством и запасами всегда была присуща функция «распутывания узлов». В современных методах управления производством и запасами нет ничего такого, что избавило бы руководство компаний от решения возникающих перед ними сложных проблем. Все, что система может сделать, — это заблаговременно обнажить проблемы и дать руководству возможность подойти к ним более осмысленно.
Системы, основанные на ЭВМ, часто оказываются неэффективными. Слишком многие все еще ожидают, что это будет «автоматическая» система, которая сразу разрешит все трудности, связанные с управлением промышленной организацией. Многие, например, пытаются автоматизировать все, что только можно. Некоторые даже ошибочно пробовали создавать автоматический комплексный график.
Регулировать комплексный график должен человек. Недомыслие тех, кто считает, что «управляющий задаст параметры решений» и они будут запрограммированы в системе для последующего использования, становится вполне очевидным, если учесть следующее: комплексный график необходимо приспосабливать к таким вещам, как изменения цен, задержки в поступлении компонентов, забастовки грузчиков, непредвиденные требования потребителей об ускорении отгрузки, а также все прочие изменяющиеся, взаимосвязанные реальности — и приоритеты — хозяйственной жизни.
Поэтому непосредственный контроль над системой, регулирование комплексного графика имеют решающее значение. Когда на деле функционировала неформальная система, наблюдалась тенденция разрабатывать чрезмерно напряженный комплексный график. Это делали, чтобы «создать стимул у людей». Когда реально работала неформальная система, комплексный график представлял собой неподсоединенный штурвал. Появилась привычка говорить о том, куда хотел бы пойти, а не о том, куда реально можно попасть. Если не изменится отношение к комплексному графику, формальная система работать не сможет.
«Джиндел компани» производит ряд разновидностей клапанов. На протяжении многих лет в компании применяли систему с точкой заказа. Фактически же фирма держалась на Нике, начальнике производства, и его бригаде диспетчеров. Но продукция становилась все более сложной, а по мере того, как опытные диспетчеры уходили на повышение, на пенсию или на другую работу, дела ухудшались. Значительно возрос объем невыполненных заказов, и уровень обслуживания потребителей снизился. Запасы деталей возросли, так как для комплекта неизменно не хватало одной-двух деталей. А когда не хватает одной-двух деталей, запасы обычно велики, так как все остальные детали имеются в наличии. В таких случаях, разумеется, ухудшается и обслуживание.
«Джиндел» внедрила у себя систему ППМ. Был разработан очень простой, понятный, стандартного типа план потребности в материалах. Но узнав об этом, генеральный директор настоял на том, чтобы все невыполненные заказы — а их теперь скопилось на полтора месяца нормальной работы — были включены в комплексный график на первый месяц. Это означало, что в комплексном графике значилось две с половиной обычной месячной нормы изготовления клапанов. Довод генерального директора был весьма прост: сборка не является узким местом. Он считал, что при наличии деталей он сможет изготовить все невыполненные заказы и немедленно их отгрузить. Он, однако, не понял того, что будет подорвана вся система приоритетов. Реакция поставщиков и производственных подразделений не может быть мгновенной. Чтобы обеспечить необходимые материалы, им потребуется время на раскачку. Результатом такого явно нереалистичного подхода явились длинные списки невыполненных заказов на изготовление и приобретение материалов. Списки оказались слишком длинными и неудобными для работы. Неформальная система диспетчеризации снова превратилась в главную опору производственных операций.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 |
