


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Использование плана производства для оценки альтернатив
Одним из наиболее распространенных методов примерного расчета мощности является план производства (§ 4). Другой пример показан на Рис. 14 Приведенный план производства предусматривает накопление запаса в преддверии сезонного пика продаж и закрытия предприятия в июле. Обратите внимание на то, что план производства затем используется для еженедельного контроля фактических продаж, производства и результирующих запасов.
Такой план производства, в сущности, представляет собой ориентировочный план потребности в мощностях. Он определяет общий требуемый уровень производства. Он не содержит, однако, детальной информации в разрезе производственных участков. Вместо этого он обычно задает темп сборки, но даже такая информация во многих компаниях должна быть более детальной.
Следовательно, план производства определяет уровень, который найдет отражение в комплексном графике. Темп, заданный планом производства, может определить уровень, предусмотренный комплексным графиком для группы изделий. В совокупности отдельные наименования в комплексном графике должны дать планируемый уровень производства.
План производства может служить эффективным инструментом даже в наши дни. Он не подходит для детального планирования мощностей, но может оказаться особенно полезным для оценки различных подходов к удовлетворению сезонного спроса.
Обеспечение ритмичности производства при наличии сезонных колебаний спроса требует предварительного накопления запаса. Ритмичный выпуск не только позволяет снизить прямые и косвенные издержки, связанные с колебаниями уровня производства, но и требует меньших производственных мощностей.
Для удовлетворения сезонного спроса руководство компании должно предусмотреть альтернативные планы производства, чтобы иметь возможность выбора.
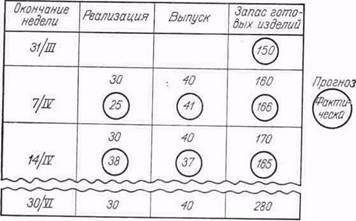
Рис. 14. Квартальный план производства
Может оказаться целесообразным сделать примерный расчет потребности в оборудовании для важнейших производственных участков, а также расчет изменения мощностей по каждому из вариантов плана. Такой расчет можно затем сопоставить с требуемыми вложениями в запасы, что облегчит руководству принятие решений в условиях «грубого» расчета потребности в производственных мощностях.
Различие между очередностью и мощностью
Решая проблему, важно ее правильно определить. К управлению производством и запасами относятся две главные проблемы: очередность и мощность. На деле производственники часто не умеют правильно определить, какая проблема их мучает. Когда растет спрос, начинают расширять выпуск продукции, растут невыполненные заказы, и почти неизбежно кто-то отреагирует на это увеличением числа диспетчеров. Но последние не работают у станка, они ничего не производят; большую часть времени они занимаются очередностью работ. Спора нет, когда оборудования не хватает, проблемы очередности приобретают все большую остроту. Но проблему мощности нельзя решить, занимаясь проблемой очередности.
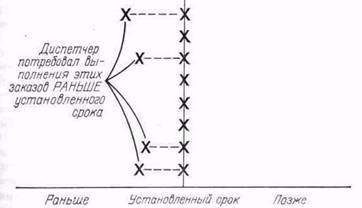
Рис. 15. Неправильное функционирование формальной системы планирования очередности
И наоборот, то, что выглядит как проблема мощностей, нередко представляет собой проблему очередности.
Вице-президент по вопросам производства «Фонсуорт компани» был вне себя. На протяжении последних трех лет компания выпускала те же четыре базисные модели станков. Объем продаж в текущем году по сравнению с предшествующим не увеличился, а, так как продукция оставалась без изменений, состав деталей не изменялся. Но в текущем году возникли серьезные проблемы с деталями для винторезного станка. Большинство случаев нехватки деталей на сборке было связано именно с этим станком. Отделение винторезных станков работало сверхурочно, отдавало работу на сторону, но положение не улучшалось. Вице-президент был особенно обескуражен, когда узнал, что общие нормативные затраты времени на детали для винторезных станков в текущем году превысили прошлогодний показатель.
Анализ показал, что произошла интересная вещь. Выпуск винторезных станков сократился из-за эпидемии гриппа. Начальник производства немедленно установил, что сроки выполнения заказов на заводе удлиняются. Поэтому он удлинил плановые сроки исполнения. Если раньше он планировал на изготовление детали четыре недели, то теперь шесть недель. В результате возрастал объем запуска в производство. Это приводило к увеличению объема невыполненных заказов, а следовательно — срока исполнения, на что начальник производства еще раз реагировал удлинением плановых сроков исполнения. Вскоре общий срок был доведен до 12 недель, образовался значительный объем невыполненных заказов и потребовалась огромная работа по диспетчеризации с целью продвижения нужных работ в цехе.
Затем стало повторяться еще одно опасное явление. Начальник производства не располагал эффективной системой ППМ. Фактически для деталей с зависимым спросом применяли систему с точкой заказа (серьезная ошибка!). Поэтому он не мог постоянно уточнять очередность работ. (Более того, при такой системе очередность была неверной уже в день выдачи заказа.) На Рис. 15 показано, что происходит, когда формальная система планирования очередности не функционирует должным образом. В результате возникает система, которая как бы говорит: «Сделайте это в указанный мною срок, если я не говорю вам, что работа нужна раньше». Такая система работает в режиме ускорения, но не торможения. Возьмем деталь, для изготовления, которой указан срок 12 недель. Весьма маловероятно, чтобы она действительно понадобилась через 12 недель. Если она требуется раньше, диспетчер об этом узнает. Если она понадобится позже (а при системе с точкой заказа это весьма вероятно), то по истечении 12 недель заказ будет числиться просроченным! А так как ненужные заказы не корректировались, отчет о загрузке оборудования в компании «Фонсуорт» показывал все возрастающий объем невыполненных заказов, а следовательно, наличие серьезной нехватки мощности, тогда как на деле проблема заключалась в планировании очередности работ!
Для того чтобы правильно определить возникшую проблему, необходимо проводить различие между очередностью работ и планированием производственных мощностей. Традиционные подходы к управлению производством и запасами грешат смешением названных проблем. Спросите у мастера цеха, что ему необходимо для того, чтобы лучше планировать будущую потребность в оборудовании, и он обязательно ответит: «Покажите мне заказы».
К сожалению, чем отдаленнее срок, на который выдаются заказы, тем менее достоверна очередность работ. Фактически мастеру следовало потребовать прогноз потребности в мощностях.
Планирование потребности в мощностях дает хорошие результаты и в тех случаях, когда прогноз выдачи плановых заказов на будущее не очень точен с точки зрения очередности работ. Но он достаточно точен, если его применять для прогноза действительно необходимого количества машино-часов в разрезе производственных участков и периодов времени.
Планирование мощностей в большинстве компаний основано на том или ином прогнозе. По мере удлинения прогнозируемого периода точность прогноза снижается. Прогнозы мощности, по определению, должны разрабатываться на достаточно отдаленный период, для того чтобы было время принять необходимые меры. Следовательно, прогноз мощностей, выраженный в машино-часах — групповой прогноз, — окажется более точным по сравнению с подробным графиком прохождения заказов.
Учет загрузки оборудования — интересный подход, основанный на анализе портфеля заказов. Во время депрессии 30-х годов это, пожалуй, был разумный подход. В то время не было недостатка в рабочей силе, а времени на приспособление производственных мощностей было мало. Метод загрузки оборудования был пригоден, по-видимому, и во время второй мировой войны и последовавшей за ней корейской войны, когда портфеля невыполненных заказов было достаточно на продолжительный период. В наши дни рынок, как правило, не потерпит длительных сроков выполнения заказов, которые складываются в том случае, когда для планирования мощностей используют невыполненные заказы.
Рынок труда также значительно отличается от того, что было в годы депрессии. Чтобы заполучить хороших работников, требуется время. Их обучение требует времени. Компания, о которой известно, что она беспорядочно нанимает и увольняет людей, как правило, не сумеет заполучить лучших работников. Хорошие работники просто не захотят работать в компании, которая не гарантирует им надежного места.
Сокращение заказов и более длительные сроки приспособления производственной мощности к требованиям рынка обусловили необходимость внедрения новых подходов, подобно планированию потребности, взамен «загрузочных» методов, которые и в прошлом не функционировали достаточно удовлетворительно в большинстве систем управления производством и запасами. Потребовались также новые методы регулирования мощностей, которые раньше практически не существовали.
ГЛАВА IV. РЕГУЛИРОВАНИЕ ПРОИЗВОДСТВЕННЫХ МОЩНОСТЕЙ
§ 7. РЕГУЛИРОВАНИЕ ЗАПУСКА — ВЫПУСКА
Недостающий элемент: регулирование выпуска
Система регулирования, будь то электронная, гидравлическая или информационная, должна включать четыре основных элемента:
1. Реальный план, или «норма».
2. Обратная связь, сигнализирующая о ходе выполнения плана.
3. Допуск — резкая система регулирования со слишком быстрой реакцией нежелательна.
4. Корректирующее воздействие.
Интересно взглянуть на расчет загрузки оборудования, показанный на Рис. 11. Где здесь план? Ни одного мастера нельзя, конечно, обязать выпускать продукцию в скачкообразном темпе, который вытекает из приведенного расчета загрузки. Где обратная связь? Расчет показывает, какова недельная пропускная способность и каков выпуск за неделю. Но насколько это характеризует работу?
Для того чтобы на мастера можно было возложить ответственность, необходимо иметь возможность составить ритмичный и реальный план выпуска продукции. Следует также знать, каков фактический выпуск за несколько недель. Выполняется ли план? Выпуск за неделю не показателен, не очень-то важно знать также, какова «теоретическая мощность» производственного участка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 |
