


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Компания, производящая станки, может использовать ППМ для входящих в них компонентов. Нередко компоненты используются и в качестве запасных частей и для сборки. ППМ может отразить оба вида потребности в одном документе. Имеются другие запасные части, спрос на которые независим, так как они не используются в текущем производстве. Для них применяется система с интервальной точкой заказа. Для расчета потребности в мощностях могут быть использованы планы потребности в материалах плюс расчеты точки заказа.
Первоначально ППМ было задумано в качестве метода планирования потребности в деталях для сборки. Но по мере совершенствования метода и внедрения элемента периодизации стали очевидными возможности его более широкого применения. Он применим независимо от конфигурации изделия, если только очередность носит зависимый характер. В системе, основанной на точке заказа, используются та же логика, формат данных, да и машинные программы, что и для ППМ. Единственное различие заключается в том, что «потребности» вытекают из прогноза, а не из заказов (или комплексного графика), планируемых на более высоких уровнях.
На многие материалы спрос носит одновременно независимый и зависимый характер. Говорим ли мы, что применяем ППМ или другую систему, — это исключительно вопрос семантики. Теперь, когда благодаря ЭВМ появилась возможность применить некоторые из этих инструментов, основной метод планирования потребностей, с членением на интервалы всех элементов расчета, признан в качестве универсального инструмента, позволяющего «просматривать» различные уровни запаса.
Типичный запас включает много материалов, годовой расход которых в денежном выражении незначителен. Их стоимость не оправдывает ни больших затрат на ведение учета, ни пристального внимания со стороны руководства. Обычно их относят к «материалам С» (вопрос об «отделении немногих важных от многих второстепенных», или «распределении по стоимости», рассмотрен в § 14). Эти материалы определяются на основе «распределения по стоимости» или «анализа АВС», который сводится к следующему: берут годовой расход по каждому наименованию, умножают на стоимость, а затем ранжируют материалы для определения «немногих важных» и «многих второстепенных».
Один из классических подходов к регулированию запаса недорогих материалов представляет собой двухбункерная система. В одном бункере хранят свободный остаток и изъятие из него осуществляют без оформления документов. Когда свободный остаток исчерпан, материал берут из другого, опечатанного бункера, запас в котором равен точке заказа с весьма щедрым страховым запасом. Когда печать сломана, посылают карточку повторного заказа в отдел снабжения или другой отдел для пополнения запаса.
Подобно многим другим приемам, люди часто копировали двухбункерную систему, не ведая, что они делают. Хотя расход за год мог составлять незначительную сумму, речь иногда шла о дорогостоящих деталях, которых за год потребляется совсем немного. Расход некоторых из них, например отливок, лучше контролировать с помощью учетных карточек, чем на основе двухбункерной системы. Это требует меньше внимания, к тому же отливки просто нельзя хранить в бункерах, закромах и т. п.
Недостатки двухбункерной системы чаще всего связывают с тем, что работники забывают отослать карточку заказа, когда они забираются в бункер. Это лишний раз подтверждает, что никакая система не может функционировать, если не соблюдается хороший принцип управления: когда все отвечают, никто не отвечает.
Чтобы двухбункерная система работала, второй бункер следует держать на складе или изолированно, так чтобы на кого-то можно было возложить обязанность отсылать карточку заказа после вскрытия второго бункера.
Имеются другие способы регулирования запаса недорогих материалов. Очень простой способ, который иногда дает лучшие результаты, чем двухбункерный, именуется системой периодических визуальных проверок. При таком подходе готовят контрольную ведомость, в которой наименования расположены в той же последовательности, в какой они размещены на складе или цехе. Периодически, обычно раз в неделю, пополняют заделы в цехе. Затем контролер берет контрольную ведомость и проверяет запас каждого недорогого материала. Контрольная ведомость обычно имеет форму, приведенную на Рис. 6. Обратите внимание на то, что точка заказа приведена также в тарных единицах. Это не означает, что при каждой проверке проводят инвентаризацию, просто опытный работник сумеет сравнить запас с уровнем точки заказа.
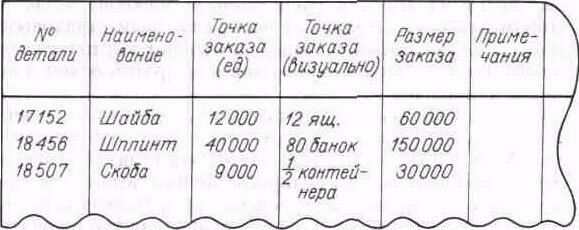
Рис. 6. Система с постоянной периодичностью проверки — недорогие материалы
На практике система периодических визуальных проверок в целом более методична и легко осуществима, чем двухбункерная система. Она не требует размещения запаса в двух закромах и их опечатывания. При этой системе намного легче также распределить ответственность и проследить, направляется ли контрольная ведомость в отдел, ведающий запасами или закупками, еженедельно или в другой установленный срок.
В наши дни, когда вполне доступны ЭВМ с недорогими запоминающими устройствами, наблюдается тенденция учитывать все материалы с помощью ЭВМ. Поскольку большинство отделов компании, как правило, работает с общим банком данных на основе спецификаций, недорогие компоненты также фигурируют в банке данных. Если конструкторы внезапно принимают решение унифицировать какие-либо винты или шайбы, изменение спецификации немедленно сигнализирует об изменении потребностей, тогда как система периодических проверок или двухбункерная система не позволяют обнаружить это до тех пор, пока не увеличится расход соответствующих деталей. Тем временем они могут исчезнуть.
Вследствие этого почти повсеместно ППМ применяется и для недорогих материалов. При учете большими партиями они не требуют таких тщательных проверок. Обычно они со склада подаются в цех навалом для пополнения местного запаса, так что гайки, болты и шайбы не отпускаются на сборку по счету для каждого заказа. ППМ несколько завышает потребность в них, потому что эта потребность сопоставляется с величиной запаса после его пополнения. И в этом нет ничего плохого.
Было бы смешно оказаться перед лицом нехватки таких материалов. В прошлом вследствие высокой стоимости ЭВМ и запоминающих устройств запасы недорогих материалов часто регулировали на основе двухбункерной системы или системы визуальных проверок. Эти системы применимы для материалов, спрос на которые устойчив, но в настоящее время имеется возможность разработать систему на базе ЭВМ, требующую меньшего внимания со стороны управляющих и меньших трудовых затрат; в то же время они удовлетворяют требованиям, предъявляемым к регулированию запаса недорогих материалов: храните их в достаточном количестве, чтобы поддерживать обслуживание на максимально высоком уровне при наименьших усилиях.
Значение планирования очередностиКогда метод ППМ только появился, большинство практиков использовали его только как техническое средство выдачи заказов. В наши дни стало ясно, что его можно применять в качестве эффективного метода планирования очередности и что он практически делает излишней основную функцию диспетчера — выявление немногих действительно первоочередных работ.
Традиционно метод, основанный на точке заказа, применялся для определения момента подачи заказа, и все внимание концентрировалось на расчетах страхового запаса. Теперь мы поняли, что в большинстве реальных ситуаций планирование и регулирование очередности имеют гораздо более важное значение.
Основные идеи планирования потребностей в материалах и периодизации расчетов в век ЭВМ приобрели новый смысл. Они стали практически универсальными методами, пригодными для всех материалов в компаниях различного типа; поэтому целесообразно приспосабливать указанные методы, а не создавать «доморощенные системы», при которых общеизвестные проблемы выглядят так, что они понятны лишь одному разработчику системы.
«Пайн стрит компани» выпускает по заказам подъемно-транспортное оборудование специального назначения. Оно изготовляется в основном на базе уникальных компонентов, и компания хранит у себя только вспомогательные материалы.
Компания, естественно, устанавливает длительные сроки выполнения заказов, так как почти все материалы проходят уникальную обработку. президент «Пайн стрит», поставил под сомнение применимость ППМ, так как компания почти не хранит деталей. Он усомнился даже в целесообразности перевода спецификаций на ЭВМ, так как они действительны только в процессе выполнения заказа, а все заказы уникальны.
Тем не менее ему хотелось усовершенствовать действующую систему, которая сводилась к тому, что составляли заказ на материалы для каждого изделия, а затем осуществляли диспетчеризацию изготовления деталей и сборки узлов. То, что система функционирует неудовлетворительно, было очевидно для всех. Джорджа особенно тревожило быстрое увеличение запаса по мере расширения спроса и усложнения конструкции изделий. Оборачиваемость средств — 1,2 раза в год — он считал слишком низкой. В то же время компания почти никогда не укладывалась в обещанные сроки, и ее репутация в отрасли ухудшалась.
Джордж полагал, что ППМ — это метод регулирования запасов, который неспособен разрешить его проблемы, так как его компания не хранила деталей. Когда он ближе ознакомился с ППМ и понял его назначение как метода планирования очередности, он пришел к выводу, что следует применить именно этот метод. Запасы на складах были чрезмерными, так как никто вовремя не устанавливал, что данная деталь не понадобится, и не корректировал заказы на другие части. Хотя «Пайн стрит» не хранила многие материалы сознательно, вложения в запасы были довольно значительными, так как компания не умела правильно планировать и корректировать очередность. Джордж позже пояснял: «Перед нами возникла проблема, и решение ее напрашивалось, но мы не видели его. Мы считали, что ППМ — это метод выдачи заказов. На деле выдать в первый раз заказы на все детали никогда не было для нас проблемой. Трудность для нас заключаась в постоянном уточнении очередности работ. Просто люди должны были осознать, что ППМ — это метод планирования очередности. Управление запасами вытекает из планирования очередности».

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 |
