


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Компания, которая производит продукцию почти исключительно по заказам, пришла к выводу, что из 8 недель выполнения заказов 4 занимает календарное планирование и 4 — сам производственный процесс. Изменение темпа поступления заказов показало отсутствие значительных колебаний. Случайные колебания взаимно погашались в течение короткого периода времени. Проанализировав темп поступления заказов, компания получала возможность выявлять тенденцию к повышению или понижению и действительно планировать и регулировать мощность более эффективно, чем на основе большого числа невыполненных заказов. Было также установлено, что, когда необходимо «создать работу» в связи с плохим поступлением заказов, компания может работать на своих, крупных заказчиков, которые заранее сообщили свои календарные планы. В результате компания снизила срок выполнения заказов с 8 до 4 недель. Работники компании пришли к выводу, что если основывать планы на средненедельной плановой загрузке оборудования, вместо того чтобы рассчитывать загрузку в зависимости от портфеля заказов, то можно работать практически без невыполненных заказов. Существенное значение имеет одно обстоятельство: при классическом подходе к регулированию производственного процесса допускается смешение проблем очередности и загрузки мощности. Регулирование запуска — выпуска требует их отдельного рассмотрения, следовательно, не требует наличия большого портфеля заказов и, соответственно, неоправданно длительных сроков выполнения заказов.
На Рис. 19 проиллюстрирована идея регулирования запуска — выпуска. Расчетом загрузки оборудования определяется потребность в заказах, а при регулировании запуска — выпуска определяется поток нормативных часов работы оборудования.
Проблема портфеля заказов и длительных сроков их выполнения мучает промышленные компании вот уже на протяжении некоторого времени. До того, как благодаря ЭВМ стало возможным применение эффективных методов планирования очередности работ, длительные сроки выполнения заказов порождали многие другие проблемы, которые теперь могут отпасть. Когда невозможно было систематически уточнять очередность, длительные сроки выполнения заказов все чаще порождали неправильную очередность работ.
При использовании современных систем планирования и регулирования очередности более длительные сроки выполнения заказов не создают проблем, подобных тем, с которыми столкнулась компания «Фонсуорт» (§ 6). Если бы компания применяла ППМ, очередность уточнялась бы должным образом и не возникло бы искусственного увеличения запасов.
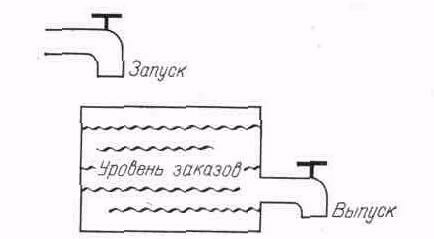
Рис. 19. Регулирование запуска — выпуска
Сказанное не означает, что регулирование сроков выполнения заказов утратило свое значение. По-прежнему важно иметь небольшие сроки выполнения заказов и — как следствие — небольшое незавершенное производство. Это сокращает вложения в незавершенное производство, затраты на перемещение грузов внутри переполненных цехов и предупреждает преждевременный расход материалов. Несмотря на то что имеется больше возможностей бороться с длительными сроками выполнения заказов, достижение более коротких сроков все еще нередко является одной из важных задач управления производством и запасами.
Учиться работать при более коротких сроках выполнения заказовНеформальная система планирования очередности стала нормальной практикой большинства промышленных компаний. Крупные межоперационные заделы ведут к длительным срокам выполнения заказов. Задача снижения размера заделов в высшей степени сложна, так как мастера и операторы-станочники, которые сжились с неформальной системой планирования мощности, обычно до смерти боятся уменьшения фронта работ.
Задача приучить станочников не бояться того, что они останутся без работы, если снизился уровень заказов, не носит надуманного характера. Необходимо убедить их в том, что работа будет поступать бесперебойно, или же они замедлят темп работы. Резкое снижение выработки наблюдалось даже в компаниях, практикующих поощрительные доплаты, причем работники почти не теряли в заработке (в чем мог убедиться любой, кто заполнял расчетную книжку).
Многие компании пытались бороться с указанным явлением, вывешивая на цеховой доске объявлений при уменьшении внутрицеховых запасов данные о планируемом уровне производства. Другие делают это путем разъяснительной работы и предупреждения работников о том, что по мере внедрения новых графиков будут тщательно анализироваться косвенные доплаты. В некоторых компаниях операторам платят за простой, вызванный отсутствием материалов. Разумеется, когда предусматривается снижение уровня заказов, разъяснительная работа имеет исключительно важное значение. Если ею пренебрегают, это может привести к существенному, хотя нередко и бессознательному снижению выработки.
Разъяснительную работу следует начинать с бригадиров. Если их не удаётся убедить, то, скорее всего, никого нельзя будет убедить. Многие мастера боятся, и не без основания, что работа иссякнет. Мастер почти или совершенно не в состоянии контролировать подачу работы в цех. Такой контроль возложен на другие цехи или же на службу управления производством и запасами. Лишь немногие мастера уверены в том, что система регулирования производства обеспечит подачу работы в цех устойчивыми темпами, и обычно они не без основания полагают, что служба управления производством и запасами не несет за это достаточной ответственности. Поэтому мастера считают, что только физическое наличие заказов в цехе гарантирует им спокойное существование12.
Руководство компаний в значительной мере усугубляет эту проблему. Один из фундаментальных принципов управления заключается в том, что надо оценивать выполнение работником тех функций, которые он способен контролировать. Мастер сознает, что его работу оценивают по простоям, обусловленным дефицитом материалов. Если рабочий простаивает, на мастера оказывают большой нажим, чтобы он избавился от такого работника. С другой стороны, служба управления производством и запасами считает себя ответственной за то, чтобы продукция покидала цеха в соответствии с календарным планом. Было бы разумнее возложить ответственность за соблюдение календарных планов на мастера, а ответственность за бесперебойную и ритмичную подачу работы в цеха — на службу управления производством и запасами.
Формальная система планирования и регулирования производственных мощностей во многих компаниях ничуть не эффективнее формальной системы планирования очередности работ. В результате приспособление мощности к потребности в ней происходит мучительно долго. Приходится прибегать к чрезмерным сверхурочным работам и другим авральным мерам, а сроки выполнения заказов становятся скорее функцией физической вместимости завода, чем результатом разумного расчета. Решение перечисленных проблем существует. Оно заключается в переходе от неформальной к формальной системе.
ГЛАВА V. РЕГУЛИРОВАНИЕ ОЧЕРЕДНОСТИ § 8. РЕГУЛИРОВАНИЕ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА Диспетчерский синдром
Во многих компаниях диспетчер стал подлинной фигурой в управлении производством и запасами. Некогда его именовали «охотником за запасами». Термин «диспетчер» вошел в моду в годы второй мировой войны. Генри Кайзер творил в судостроении, можно сказать, чудеса, и в соответствии со статьей в «Ридерс дайджест» (ноябрь 1942 г.) «секретным оружием Генри Кайзера» был диспетчер. В статье (несомненно, имеющей привкус пропаганды военного времени, рассчитанной на поднятие духа) рассказывалась масса историй о недостающих важных деталях, которые изыскивали благодаря находчивости и настойчивости диспетчера, не признававшего слова «нет» (и зачастую не считавшегося с затратами). Любопытно, однако, что в упомянутой статье никто не пытается выяснить, почему отсутствовали нужные детали. Во времена ручных систем обычно рассчитывали на то, что диспетчер сумеет компенсировать недостатки формальной системы.
Но диспетчеризация — болезнь, которая распространяется, как эпидемия. Во многих компаниях пытались применить подход на основе красных ярлыков, и вскоре такие ярлыки были повсюду, а действительно срочные работы приходилось отмечать зелеными ярлыками. В некоторых компаниях пытались менять цвета по месяцам.
Смитсоновскому институту следовало бы собрать коллекцию диспетчерских ярлыков. Оригинальность, изобретательность и настойчивость обращений поистине впечатляют. Результат диспетчеризации почти повсеместно один: чем интенсивнее диспетчеризация, тем скромнее ее результаты. Красные ярлыки на всех деталях никому ничего не говорят. Диспетчеру всегда кажется, что, если бы он больше занимался диспетчеризацией, он добился бы большего, тогда как на деле его функция заключается в попытке протолкнуть в первую очередь одну или несколько работ. К сожалению, в первую очередь можно выполнить очень немного работ. Остальные надо будет выполнять во вторую, третью, четвертую и т. д. очередь.
Полезно поразмыслить над тем, чем же занимается диспетчер большую часть рабочего дня. Разумеется, сбои в ходе производственного процесса неизбежны даже на образцовых в организационном отношении заводах. Но на большинстве заводов диспетчеризация и есть подлинная система регулирования производственного процесса. Работа диспетчера обычно включает один или несколько из перечисленных ниже элементов.
1. Он пытается определить действительно необходимую очередность работ. Он находит материалы на складе, составляет списки дефицитных материалов и пытается втолковать работникам производства и снабжения, какие из просроченных материалов действительно необходимы. Это и есть неформальная система планирования очередности.
2. Он пытается заставить людей делать то, что они должны были бы и без того делать в первую очередь. Нередко именно диспетчер напоминает отделу технического контроля: «Вы не просто приостанавливайте работу, а скажите, как ее возобновить». Часто он пытается заставить мастера придерживаться графика, о котором начальник редко говорит мастеру, хотя все время обсуждает с ним смету затрат. Если диспетчер вынужден осуществлять такого рода координационные функции, это свидетельствует о том, что цели, поставленные руководством, недостаточно четко доведены до всех исполнителей в организации.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 |
