


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Обычно руководствуются следующими правилами:
1. День насчитывает восемь рабочих часов.
2. Оставьте два дня между операциями в разных цехах и один день между операциями внутри одного цеха.
3. Отведите два дня на контроль, упаковку и отправку.
4. Материал должен быть на складе за пять дней до запуска его в производство.
Приведенные правила календарного планирования вовсе не идеальны. Они даны лишь в качестве примера того, какие формы они, как правило, принимают. Следует иметь в виду, что правила календарного планирования лишь указывают примерные рамки протекания операций. В них нет ничего сугубо научного. Тем не менее, если они слишком вольготны, они могут привести к необоснованно продолжительным срокам исполнения: завод может идти в графике, но иметь большое незавершенное производство.
На Рис. 10 на заказе даты установлены применительно к связанным с ним операциям и на основе перечисленных правил календарного планирования и заводского календаря. Работа должна быть завершена в день 412, так как два дня отводится на проверку, а конечная операция 30 завершается в день 410. Операция 30 займет три дня, так как для целей планирования день состоит из 8 часов. Операция 30 производится в том же цехе, что и операция 20, так что разрыв между ними равен одному дню. Следовательно, операция 20 завершается в день 406. Таким путем рассчитывают каждую операцию, пока не находят дату оформления заказа.
Следовательно, при календарном планировании в строгом смысле слова мощности не учитываются. В календарном плане устанавливают сроки, по которым можно контролировать ход работы. Можно составить календарный план конструкторских работ, хотя мощности в данном случае рассчитать трудно. Но если календарное планирование как таковое не предполагает сопоставлений с требуемыми мощностями, при расчете загрузки они необходимы.
Из Рис. 10 видно, что на участке 1322 следует затратить 3,5 часа нормативного времени и закончить работу в день 402. Указанные часы, следовательно, войдут в расчет загрузки участка 1322 на период, включающий день 402. Таким путем накапливают потребность в мощностях для всех запланированных заказов и составляют расчет загрузки оборудования. На Рис. 11 показано, как выглядит типичный расчет загрузки оборудования для определенного участка. (Производственный участок в ряде случаев включает одну единицу оборудования, но чаще он состоит из нескольких однотипных машин.) Расчет загрузки показывает предполагаемую мощность участка в данную неделю. Обычно ее исчисляют путем определения числа занятых на участке рабочих и умножения ожидаемого числа рабочих часов на «коэффициент эффективности». Последний просто показывает соотношение между фактически отработанными часами и нормо-часами на выпуск.
Производственный участок 1600 (все числа в нормативных часах) | ||
Недельные мощности — 240 | Загрузка последней недели — 205 час. | |
Шифр окончания недели | Загрузка | Перегрузка/недогрузка |
Остаток прошлых периодов | 824 | +584 |
396 | 286 | +46 |
401 | 150 | -90 |
406 | 247 | +7 |
411 | 196 | -44 |
416 | 90 | -150 |
421 | 130 | -110 |
426 | 39 | -201 |
430 | 27 | -213 |
435 | 68 | -172 |
440 | 84 | -156 |
Рис. 11. Расчет загрузки оборудования
Программа последней недели требовала 205 нормо-часов. Расчет загрузки оборудования составляют в нормативных часах с целью обеспечить сопоставимость информации. Обратите внимание, что, как и в большинстве расчетов загрузки, имеется значительный объем невыполненных работ прошлого периода и что работы поступают неравномерно, а их объем резко убывает. При составлении обычного расчета загрузки встречаются и другие серьезные проблемы, которые рассматриваются ниже. Сейчас же рассмотрим этот расчет в качестве примера классического подхода к загрузке оборудования.
Такой тип загрузки некогда называли «при неограниченных мощностях». Это делается так: сперва планируют работу, как показано выше, затем ее включают в тот интервал, когда она действительно нужна, без учета того, обеспечена ли она оборудованием. Смысл «неограниченной» загрузки очевиден: покупателю или сборочной линии, например, продукция требуется к определенному сроку, и если не показать необходимую загрузку, график будет сорван. В пользу такого подхода говорит многое, но бывают периоды, когда мощности действительно лимитированы.
Противоположному подходу, именуемому «ограниченной загрузкой», уделялось немало внимания. Смысл такой загрузки заключается в планировании работ в соответствии с имеющимися мощностями.
Планирование при ограниченных мощностяхЗагрузка ограниченных мощностей (иногда называют календарным планированием мощностей) намного сложнее, чем загрузка при неограниченных мощностях. На Рис. 12 оба метода изображены графически. Для расчета ограниченной загрузки в большинстве компаний обычно начинают с конечной даты изготовления и прослеживают работу в обратном порядке, как это сделано на Рис. 10. Как только расчетные даты исчислены, они, как правило, корректируются для того, чтобы заказ был обеспечен мощностями.
Если на первом производственном участке нет свободного машинного времени для запуска работы в требуемый срок, ее необходимо перенести на более поздний срок. Для второго участка график будет пересчитан исходя из двух факторов:
1) окончание работы на первом участке;
2) наличие мощности на данном участке.
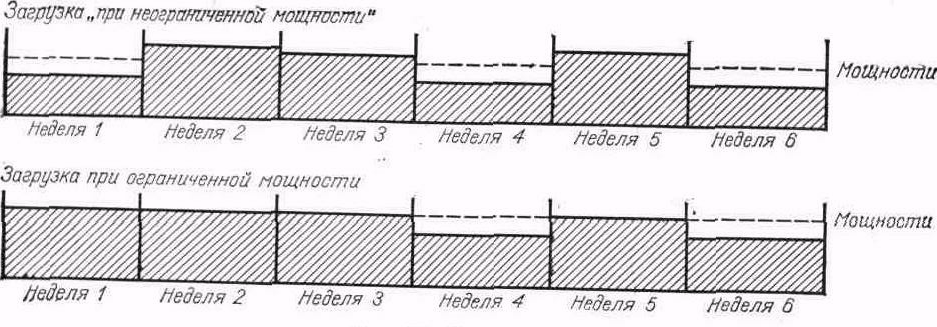
Рис. 12. Методы загрузки
На основе ППМ устанавливают дату выполнения каждого заказа. Исходя из этой даты обратным счетом определяют сроки по каждой операции, а следовательно, загрузку участков в те интервалы, когда операция необходима. Затем на основе «ограниченной загрузки» полученные сроки корректируют с учетом наличных мощностей, и вполне возможно, что сроки будут передвинуты вперед, за требуемую дату завершения работы. Если описанная процедура затрагивает компонент, идущий в сборку, это обусловит корректировку комплексного графика.
На протяжении многих лет идут оживленные споры по вопросу о сравнительных достоинствах обоих методов загрузки. Сторонники неограниченной загрузки указывают, что если хочешь обеспечить должный уровень обслуживания потребителей, то нельзя начинать с наличного оборудования и строить на нем расчеты. Сторонники ограниченной загрузки указывают на то, что нереалистично просто навязать заводу работу, если он никак не в состоянии с ней справиться. Та и другая точки зрения не лишены смысла, но более пристальный взгляд на проблемы, связанные с обоими подходами, позволяет сделать вывод, что, как и во многих других случаях, спор идет о словах.
Проблемы, связанные с классическими методами расчета загрузкиНа практике мощности действительно бывают ограничены, и поэтому безответственно навязать заводу работу, не учитывая его производственные возможности. Основная цель расчета загрузки должна заключаться в определении требуемых мощностей. Следовательно, в качестве первого шага должна быть использована та или иная форма метода «неограниченной загрузки». При правильном использовании метод неограниченной загрузки — это метод планирования мощностей. В наши дни термин «неограниченная загрузка мощностей» устарел. Его заменил термин «планирование потребности в мощностях», который лучше отражает суть дела. Планирование потребности в производственных мощностях более подробно рассмотрено в § 6.
Самые существенные различия между неограниченной загрузкой и планированием потребности в мощностях сводятся к следующему:
1. В плане потребности учитываются запланированные заказы, равно как и выданные системой ППМ. Поэтому видна загрузка на более длительный период в будущем, что дает производственникам больше времени для подготовки к требуемым изменениям мощности.
2. Планирование потребности в производственных мощностях — это итеративный метод, по сути дела имитация. Комплексный график приводит в движение систему ППМ, а выходная информация последней используется для планирования мощностей. Если их недостаточно для реализации комплексного графика, его следует скорректировать.
3. Терминология. Термин «неограниченная загрузка» способен вывести из себя обыкновенного производственника. Он знает, что мощность завода ограничена. А так как термин вводит в заблуждение, некоторые работники, ответственные за управление производством и запасами, злоупотребляли этим методом.
А как же насчет ограниченной загрузки? Можно ли этот метод заставить работать? Указанный метод работает достаточно просто, если речь идет об одном производственном участке. К сожалению, при попытке применить метод ограниченной загрузки на предприятии со многими участками возникают осложнения. Ведь не так-то легко предсказать подачу деталей на рабочий участок, который питается от многих других участков. Брак, переделки, прогулы, отсутствие инструмента, отсутствие квалифицированного оператора — все эти реальные проблемы могут привести к изменению последовательности работ. Они не проходят участки в строгой последовательности, как это было предусмотрено. В результате представляется пустым умствованием проделывать столько сложных расчетов, основываясь на столь сомнительных предположениях.
При рассмотрении метода ограниченной загрузки указывалось, что дата изготовления детали вполне может быть перенесена на более поздний срок по сравнению с требуемой датой. В таком случае потребуется корректировка комплексного графика, а следовательно, корректировка сроков изготовления всех комплектующих деталей. Это означает, что расчет загрузки, в рамках которого был установлен первоначальный срок, должен быть пересмотрен. Расчет ограниченной загрузки может превратиться в бесконечный процесс итераций.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 |
