


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Практики возражали против неограниченной загрузки, так как этот метод игнорировал размеры наличных мощностей и тем самым, как правило, приводил к перегрузке. При методе планирования потребности разрабатывают предварительный план, который показывает, какие требуются мощности. Его сопоставляют с наличной мощностью, чтобы выяснить, выполним ли комплексный график.
Если требуемых мощностей не хватает, ЭВМ анализирует детальный план потребности в мощностях, показывающий отдельные оформленные и планируемые заказы, из которых складывается потребность в мощностях на данный период. Как и при любом «нормальном распределении», большая часть потребности приходится, по-видимому, на немногие детали. Эти детали прослеживают через систему ППМ вплоть до комплексного графика, как это описано в § 2, с целью определить, о каких позициях идет речь. После этого можно скорректировать комплексный график и осуществить еще один прогон нового ППМ и плана потребности в мощностях. Загрузка должна быть выравнена хотя бы приблизительно, и такое примерное выравнивание загрузки должно производиться через комплексный график.
Случайные колебания потребности в мощностях в отдельные недели возможны даже после примерного выравнивания загрузки. Типичный план потребности может выглядеть так, как это показано на Рис. 13. Средняя недельная потребность за 10 недель составляет 270 часов, однако колебания весьма значительны.
Плановику важно выяснить, действительно ли существенны колебания по неделям. Это накопленные часы, которые основаны на запланированных сроках, установленных для операций по оформленным и планируемым заказам. Сроки по планируемым заказам, учтенным системой ППМ, установлены с помощью ЭВМ, и план потребности в производственных мощностях отражает накопленные часы, сроки, соответствующие установленным графиком.
Неделя | Часы | Неделя | Часы |
1 | 284 | 6 | 286 |
2 | 61 | 7 | 50 |
3 | 321 | 8 | 147 |
4 | 139 | 9 | 695 |
5 | 531 | 10 | 176 |
Рис. 13. Потребность в мощностях
Следовательно, эти с виду существенные колебания потребности — результат нескольких допущений, в частности, предположения, что работы будут идти по графику, а сами графики точны и аккуратны. В действительности эти графики носят весьма ориентировочный характер, в них содержатся «допуски», а работы редко идут по намеченному расписанию. В системе календарного планирования машиностроительного завода предусматриваются резервы, и они должны быть. Следовательно, даже значительные колебания (см. Рис. 13), возможно, не так уж страшны; представляется, однако, целесообразным проверить загрузку в неделю 9, чтобы уточнить, действительно ли речь идет о какой-то чрезвычайной потребности или о случайном факте.
Важно знать, что потребность в мощностях на ближайшие десять недель в среднем равна 270 часам. На практике ни на одном заводе выпуск не колеблется так сильно — с 284 часов в одну неделю до 61 часа в следующую, но завод, способный поддерживать выпуск на требуемом среднем уровне — 270 часов в неделю, — как правило, не будет испытывать серьезных проблем в поставке продукции потребителям.
Управление производственными мощностямиНа Рис. 9 показана взаимосвязь между четырьмя важнейшими функциями управления производством и запасами. Комплексный график приводит в движение систему планирования очередности, которая в свою очередь питает информацией систему планирования мощностей. В большинстве компаний для планирования очередности, как правило, применяют ППМ или систему с интервальной точкой заказа. Затем на основе оформленных и планируемых заказов разрабатывают план потребности в производственных мощностях. Но до того, как ППМ начнет выдавать заказы, необходимо сопоставить комплексный график с мощностями. Достаточна она или нет? Если да, то на основе плана потребности устанавливают темп производства, а для регулирования мощностей применяют какой-либо специальный метод наподобие регулирования запуска — выпуска (§ 7). Для регулирования конкретной очередности используют затем задания производственным участкам, а по покупным материалам — напоминания поставщикам.
Но прежде чем система начнет функционировать, она сначала должна помочь руководству компании уяснить себе, какие мощности требуются для выполнения комплексного графика и с какими альтернативами оно столкнется. Взаимосвязь между комплексным графиком и планированием мощностей рассмотрена в § 4, но она настолько важна, что целесообразно подчеркнуть ее еще раз.
Если потребность превышает наличные мощности, фактически имеется лишь такая альтернатива: наращивать мощности или скорректировать комплексный график. Вот здесь-то руководству компании и предстоит принять серьезные решения, и их нельзя доверить ЭВМ. Никто, разумеется, не возложит на ЭВМ решение вопроса о том, какой потребитель будет ущемлен, работать ли сверхурочно, передавать ли работу на сторону, переходить ли на более дорогостоящие операции, когда, например, перегружены машины с числовым управлением. Достоинство системы такого рода не в том, что она принимает решения за руководство, а в том, что она четко показывает альтернативы, для того чтобы руководство компании могло принять решение.
Проблема управления мощностями — это в значительно меньшей степени техническая, чем управленческая, проблема.
ЭВМ позволяет иметь такую информацию, которая дает возможность коренным образом усовершенствовать управление фирмой. Многие руководители фирм приветствуют возможность своевременно выявлять проблемы и альтернативные способы их решения. Они не упустят возможность решать эти проблемы на рациональной основе и лучше распорядиться производственной мощностью предприятия. Немногим будет трудно научиться управлять фирмой «с помощью чисел», хотя от привычки к штурмовщине нелегко отказаться. Ценность методов, применение которых стало возможным благодаря ЭВМ, зависит от способности руководства компании научиться их эффективно использовать. Эти методы не панацея, но они могут обеспечить информацией, которая позволит руководству вести дело так, чтобы избегать осложнений, вместо того чтобы выпутываться из них.
Одним из наиболее распространенных методов примерного расчета мощности является план производства (§ 4). Другой пример показан на Рис. 14 Приведенный план производства предусматривает накопление запаса в преддверии сезонного пика продаж и закрытия предприятия в июле. Обратите внимание на то, что план производства затем используется для еженедельного контроля фактических продаж, производства и результирующих запасов.
Такой план производства, в сущности, представляет собой ориентировочный план потребности в мощностях. Он определяет общий требуемый уровень производства. Он не содержит, однако, детальной информации в разрезе производственных участков. Вместо этого он обычно задает темп сборки, но даже такая информация во многих компаниях должна быть более детальной.
Следовательно, план производства определяет уровень, который найдет отражение в комплексном графике. Темп, заданный планом производства, может определить уровень, предусмотренный комплексным графиком для группы изделий. В совокупности отдельные наименования в комплексном графике должны дать планируемый уровень производства.
План производства может служить эффективным инструментом даже в наши дни. Он не подходит для детального планирования мощностей, но может оказаться особенно полезным для оценки различных подходов к удовлетворению сезонного спроса.
Обеспечение ритмичности производства при наличии сезонных колебаний спроса требует предварительного накопления запаса. Ритмичный выпуск не только позволяет снизить прямые и косвенные издержки, связанные с колебаниями уровня производства, но и требует меньших производственных мощностей.
Для удовлетворения сезонного спроса руководство компании должно предусмотреть альтернативные планы производства, чтобы иметь возможность выбора.
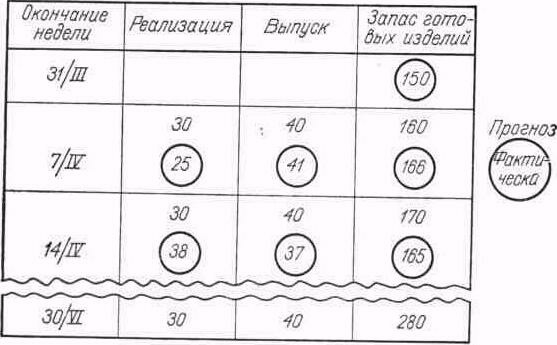
Рис. 14. Квартальный план производства
Может оказаться целесообразным сделать примерный расчет потребности в оборудовании для важнейших производственных участков, а также расчет изменения мощностей по каждому из вариантов плана. Такой расчет можно затем сопоставить с требуемыми вложениями в запасы, что облегчит руководству принятие решений в условиях «грубого» расчета потребности в производственных мощностях.
Различие между очередностью и мощностьюРешая проблему, важно ее правильно определить. К управлению производством и запасами относятся две главные проблемы: очередность и мощность. На деле производственники часто не умеют правильно определить, какая проблема их мучает. Когда растет спрос, начинают расширять выпуск продукции, растут невыполненные заказы, и почти неизбежно кто-то отреагирует на это увеличением числа диспетчеров. Но последние не работают у станка, они ничего не производят; большую часть времени они занимаются очередностью работ. Спора нет, когда оборудования не хватает, проблемы очередности приобретают все большую остроту. Но проблему мощности нельзя решить, занимаясь проблемой очередности.
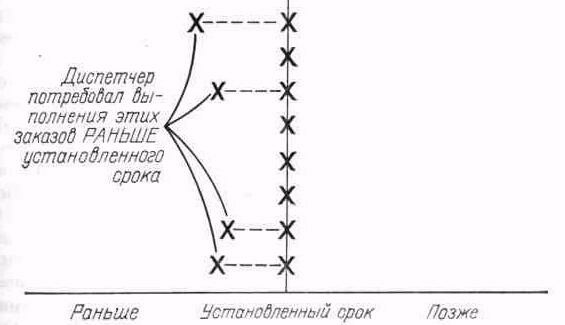
Рис. 15. Неправильное функционирование формальной системы планирования очередности
И наоборот, то, что выглядит как проблема мощностей, нередко представляет собой проблему очередности.
Вице-президент по вопросам производства «Фонсуорт компани» был вне себя. На протяжении последних трех лет компания выпускала те же четыре базисные модели станков. Объем продаж в текущем году по сравнению с предшествующим не увеличился, а, так как продукция оставалась без изменений, состав деталей не изменялся. Но в текущем году возникли серьезные проблемы с деталями для винторезного станка. Большинство случаев нехватки деталей на сборке было связано именно с этим станком. Отделение винторезных станков работало сверхурочно, отдавало работу на сторону, но положение не улучшалось. Вице-президент был особенно обескуражен, когда узнал, что общие нормативные затраты времени на детали для винторезных станков в текущем году превысили прошлогодний показатель.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 |
