

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
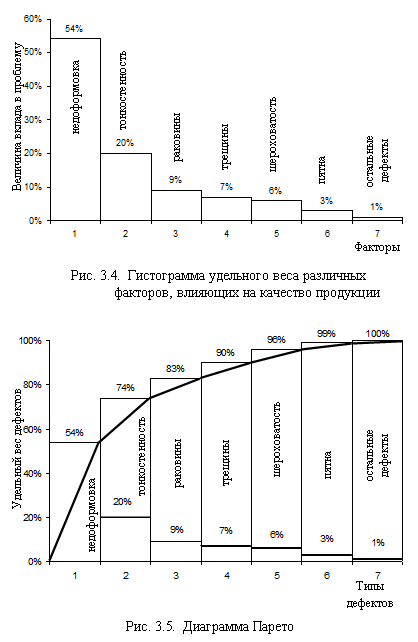
На рис. 3.5 представлена диаграмма Парето с накопленной кумулятивной кривой.
На основании анализа диаграммы Парето следует, что доля двух первых дефектов (деформации и царапин) составляет 74 % от их общего количества. В то время как на остальные пять групп приходится лишь 26%. Следовательно, для резкого снижения количества брака в первую очередь достаточно выяснить и устранить причины появления этих двух факторов.
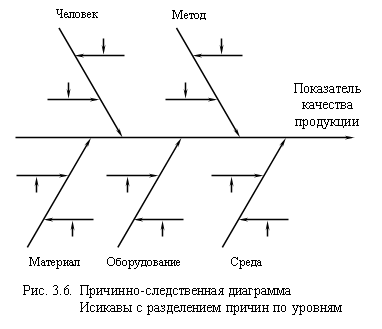
В последующем, для выявления причин возникновения дефектов, можно воспользоваться причинно-следственной диаграммой Исикавы.
Причинно-следственная диаграмма (диаграмма Исикавы). Была разработана профессором К. Исикавой еще в 1943 г., и получила название «рыбий скелет» или «рыбья кость» (рис. 3.6). Позднее стала широко использоваться в Японии и за ее пределами.
Она имеет и другое название – диаграмма 5М, по составу пяти основных факторов на английском языке: Man, Method, Material, Machine, Medium (человек, метод, материал, оборудование и окружающая среда) [ 7].
Эта диаграмма позволяет выявить и систематизировать различные факторы и условия, влияющие на изучаемую проблему. С ее помощью можно решать широкий спектр задач, в том числе: конструкторские, организационные, технологические, экономические, социальные и другие.
 |
Исследуемая проблема условно изображается в виде прямой горизонтальной линии. Среди факторов влияющих на проблему выбираются основные. Это могут быть вышеперечисленные, условно названные 5М, но могут быть и другие, в зависимости от точки зрения, с которой рассматривается эта проблема.
 |
Эти факторы будут факторами первого порядка. Но и на них оказывают влияние определенные силы. Назовем их причинами второго порядка. В свою очередь, они оказываются под влиянием факторов третьего порядка и так далее. Важно выделить как можно большее число причин, влияющих на данную проблему. При анализе учитываются даже те, которые на первый взгляд кажутся малозначительными. Ведь именно и они могут подсказать наиболее правильный и эффективный способ решения данной проблемы.
Диаграмма Исикавы используется во всех странах не только при анализе показателей качества товаров, но и других: качества услуг, удовлетворенности потребителя, эффективности работы персонала и т. д.
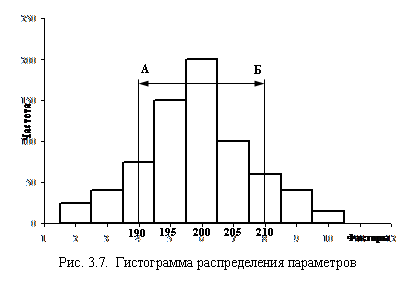
Гистограмма. Гистограмма – представляет собой график, на котором графически в виде столбиков показано распределение данных отдельных измерений или контроля одного и того же или нескольких параметров, сгруппированных по частоте попадания в определенный, заранее установленный тот или иной интервал значений. Гистограмма полезна для сравнения полученного распределения с контрольными нормативами или для определения по полученному распределению частоты среднего значения и стандартного отклонения.
На рис. 3.7 представлена гистограмма распределения параметров, где А – нижний предел допусков; Б – верхний предел допусков; АБ – интервал допусков.
Гистограммы широко применяется при составлении месячных отчетов по качеству предприятий и их подразделений (цехов, отделов и т. д.).
 |
Метод контрольных карт. Этот метод позволяет отслеживать состояние процесса во времени и влиять на него до того, как он выйдет из-под контроля. Метод позволяет предупреждать отклонения от предъявляемых к процессу требований.
Контрольная карта состоит обычно из трех линий.
При построении контрольных карт на оси ординат откладывается значение контролируемого параметра, а по оси абсцисс – время взятия выборки.
Центральная линия соответствует среднему значению контролируемого параметра качества.
Другая линия (выше центральной) – является верхним контрольным пределом.
Третья линия (ниже) – нижний контрольный предел. Промежуток между верхней и нижней линиями – это максимально допустимые пределы изменения значений контролируемого показателя качества.
При нанесении на контрольную карту значений контролируемого параметра выборки изделия, точки могут располагаться внутри контрольных пределов. В этом случае процесс проходит нормально (рис. 3.8 а), но если эти значения выходят за верхнюю или нижнюю границу, то процесс считается вышедшим из-под контроля (рис. 3.8 б).
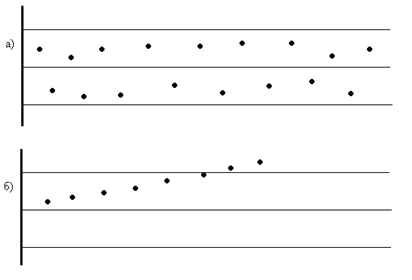 |
По расположению этих точек относительно границ контрольных пределов (допусков) определяют момент остановки процесса для регулирования.
Рис. 3.8. Контрольная карта: а) процесс под контролем,
б) процесс вышел из-под контроля
Диаграмма рассеивания (разброса). Для изучения зависимостей между двумя переменными можно воспользоваться так называемой диаграммой рассеивания. По ней можно, используя корреляционный и регрессивный анализ, выявить количественную связь между двумя параметрами. Диаграмма позволяет наглядно показать характер изменений параметра качества во времени при воздействии различных факторов.
Если Y - показатель качества, X – фактор, влияющий на качество, то на рис. 3.9 четко просматривается прямая корреляция (зависимость).
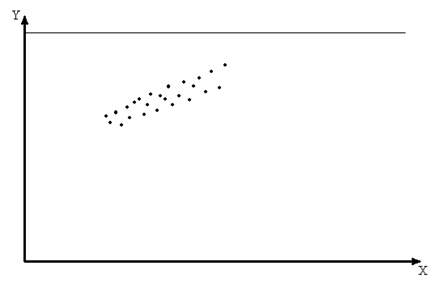
Рис. 3.9. Диаграмма рассеивания
Диаграмма расслоения. Производиться группировка данных в зависимости от условий построения и производят обработку каждой группы данных в отдельности. Группировки данных получили название слоев, а процесс разделения на слои - расслоением (стратификацией). Расслоение может осуществляться по следующим слоям:
1) исполнителям: полу, возрасту стажу, квалификации и т. д.;
2) оборудованию: срокам ввода в эксплуатацию, стоимости, марке, производителям и. д.;
3) сырью: по качеству сырья, месту производства, производителям, срокам поставки и т. д.;
4) способам производства: технологии изготовления, месту производства, режиму, температуре и т. д.;
5) измерению: типу измерительных средств, степени их точности, срокам поверки, методу измерения и т. д.
При этом необходимо выполнить следующие условия:
1. Внутри группы различие между значениями исследуемой случайной величины должно быть минимальным по сравнению с различием ее значений в не сгруппированной общей совокупности.
2. Различие между группами должно быть максимальным.
Контрольный листок. Предназначается для сбора данных и автоматического их упорядочения для облегчения дальнейшего использования собранного материала. Ниже представлен один из вариантов контрольного листка дефектов (рис. 3.10).
КОНТРОЛЬНЫЙ ЛИСТОК ДЕФЕКТОВ
Наименование продукции __________________Дата____________
Производственная операция ________________Участок_________
Всего проконтролировано деталей ___________Станок__________
Ф. И.О. исполнителя_______________________________________
Предварительное заключение о причинах наиболее часто встречающегося дефекта _______________________№ партии________
Контролер _______________________________№ заказа_________
№ п/ п | Тип дефектов | Результаты контроля | Всего дефектов | |
Кол-во | Уд. вес % | |||
1 2 3 4 5 6 7 | Трещины Тонкостенность Пятна Недоформовка Шероховатость Раковины Разрыв | ////// //////////////// /// /////////////////////////////////////////// ///// /////// / | 6 16 2 43 5 7 1 | 7 20 3 54 6 9 1 |
Итого обнаружено дефектов | 80 | 100 |
Рис. 3.10. Контрольный листок дефектов
На бланке заранее печатают контролируемые параметры, соответственно которым можно заносить данные с помощью пометок или простых символов. Для каждой конкретной задачи может разрабатываться отдельный листок.
Графики. Для более наглядного представления и лучшего понимания взаимозависимости между определенными факторами и их применением используются графическое изображение статистического материала. К ним можно отнести: столбчатые, линейные, круговые, ленточные и другие графики.
Статистические методы контроля качества используются в мире с начала 20-х годов и получили повсеместное признание и подтвердили свою полезность. В полной мере они используются и в настоящее время.
Однако для решения более сложных управленческих проблем повышения качества могут применяться их более усовершенствованные варианты. Союзом ученых и инженеров Японии в 1979 г. был разработан набор статистических методов, которые получили название «семи новых инструментов контроля качества». К ним были отнесены: диаграмма отношений; древовидная диаграмма; диаграмма сродства; матричная диаграмма; стрелочная диаграмма; диаграмма PDPC; матрица приоритетов [5].
Вопросы для контроля и усвоения прочитанного материала
1. Дайте определение понятию «менеджмент качества».
2. Сформулируйте определение понятия «система менеджмента качества».
3. Дайте определение понятию «управление качеством».
4. Что такое «политика» предприятия?
5. В чем заключаются цели предприятия?
6. В чем заключается механизм функционирование цикла Деминга?
7. Назовите различие между процессами управления качеством и обеспечения качества.
8. В чем заключаются функции управления качеством?
9. Опишите роль А. Фейгенбаума в разработке системы комплексного управления качеством.
10. В чем заключается новый подход к управлению качеством?
11. В чем заключаются особенности японского подхода к управлению качеством?

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 |
