

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Однако в ряде компаний реализация программы ТРМ принесла ощутимые результаты. Например, компания «Eastman Kodak» сообщила о том, что вложение 5 млн. дол. во внедрение программы привело к увеличению прибылей на 16 млн. дол. В отчете компании «Texas Instruments» говорилось об увеличении некоторых видов продукции до 80 %. Кроме того, почти все вышеназванные фирмы сообщали как минимум о 50-ти % сокращении времени простоя, об уменьшении количества запасных частей и увеличении числа своевременных поставок [16].
На территории СНГ программы ТРМ внедряются слабо. Так, например, в России лишь несколько предприятий внедрили у себя эту программу, в том числе такие как кондитерская фабрика «Большевик» (г. Москва) [5].
11.5. Система «Упорядочение» (5 S)
Система 5 S создавалась, так же как и программа ТРМ, на рубеже 60-70-х годов на предприятиях Японии. Она включала в себя наведение порядка, чистоты, укрепление дисциплины и создание безопасных условий труда с участием всего персонала. Система 5 S стала основой менеджмента и повышения эффективности производства.
Эта система позволяла практически без привлечения капитальных затрат не только повышать производительность, сокращать потери, снижать уровень брака и травматизма, но и создавать необходимые стартовые условия для реализации сложных и дорогостоящих производственных и организационных инноваций, обеспечивать их высокую эффективность, в первую очередь, за счет радикальных изменений отношения персонала к своей работе.
Освоение системы 5 S позволило повысить степень дисциплинированности персонала, содержать оборудование и помещение в чистоте. В то же время, по мнению специалистов Японской ассоциации производственного обслуживания (JIPM), без одновременного развертывания ТРМ, система 5 S не приводит к значительному сокращению числа поломок, остановок оборудования и дефектов продукции, так как идеальная уборка оборудования не может оградить его от неисправностей. Две эти системы хорошо взаимодействуют друг с другом, и функционируют гораздо эффективнее вместе.
Название системы 5 S составлено из первых букв японских слов в латинской транскрипции, обозначающих ее элементы: Seiri – организация; Seiton – аккуратность; Seiso – уборка; Seiketsu – стандартизация; Shitsuke – дисциплина. Содержание каждого из ее элементов представлено в табл. 11.2.
Таблица 11.2. Элементы системы 5 S
№ п/п | Японский термин | Значение термина | Содержание деятельности. Комментарий |
1 | 2 | 3 | 4 |
1 | Seiri | Организация | Удаление ненужного. В процессе организации предметы классифицируются по степени необходимости. Дается определение нужным, ненужным срочно и ненужным предметам. Ликвидацию ненужных предметов проводят после их инвентаризации. Принципы деления предметов на нужные и ненужные фиксируются документально. |
2 | Seiton | Аккуратность | Упорядочение размещения предметов. Цель аккуратной организации рабочего места – складирование или размещение предметов наиболее рациональным образом с точки зрения соблюдения требований безопасности, качества и эффективности. Предметы убирают из коридоров, если мешают проезду или проходу. Коридоры должны оставаться безопасными даже при аварийном выключении освещения. Недопустимо размещать предметы там, где они могут упасть. Наиболее часто используемые предметы располагают ближе к операторам. Легкие вещи размещают на верхних полках, тяжелые на высоте пояса. Вывешивают указатели и знаки. |
Окончание табл. 11.2 | |||
1 | 2 | 3 | 4 |
3 | Seiso | Уборка | Очистка рабочего места. Цель проведения уборки – удалить пыль, грязь, масляные пятна, стружку чтобы сделать оборудование чистым. Очищение рабочего места делает его безопаснее, улучшает состояние оборудования, предотвращая тем самым появление дефектов, поломок, простоев. |
4 | Seiketsu | Стандартизация | Стандартизация правил уборки, упорядочения и очистки. В результате развертывания системы 5S, на предприятии создаются условия для поддержания оборудования в чистом и гигиеническом состоянии. Для поддержания этого состояния необходимо составить стандартные правила удаления ненужных вещей, расположения предметов на рабочих местах, уборки. В этих планах обычно фиксируют что и как нужно делать, каким образом оценить качество выполнения работ, что следует предпринять в аварийных ситуациях и т. д. |
5 | Shitsuke | Дисциплина | Формирование привычки соблюдать чистоту и порядок. Дисциплина является и средством, и целью развертывания системы 5S. Она предполагает изменение привычек людей для соблюдения ими требований аккуратной и безопасной работы. При этом важно, чтобы сотрудники не только неукоснительно выполняли предъявленные к ним требования, но и понимали их смысл. |
Параллельно с разработкой японской системы 5S в России создавалась своя система «Упорядочение», которая имела свои особенности:
1. Система «Упорядочение» базировалась на отечественной теории и практике научной организации труда (НОТ), принципах упорядочения производственной среды, создания условий, способствующих повышению производительности труда, качества и безопасности труда.
2. Подобный опыт широко использовался, начиная с конца 60-х годов сначала в Японии, а потом и во многих промышленно развитых странах под названием «система 5S».
3. Некоторые Российские предприятия уже больше 10 лет внедряли систему 5S, и накопили определенный опыт ее функционирования.
Созданная система «Упорядочение» позволила так же, как и система 5S, стать полезной и незаменимой при решении вопросов повышения производительности труда, улучшения качества продукции и труда, а также повышения безопасности и охраны труда.
Ниже на рис. 11.2 показано влияние системы «Упорядочение» на вышеперечисленные факторы.
По мере развития наукоемких производств, эта система какое-то время находилась в тени. Однако с середины 80-х годов в японских компаниях она стала занимать главное место в мышлении и философии менеджмента.
11.6. Шесть сигм
Известно, что концепции «шесть сигм» (Six sigma) предшествовал подход, который назывался «нуль дефектов» или «бездефектность». Хотя он и не рекламировался с таким размахом, как «шесть сигм», однако имел достаточно ощутимые последствия.
Впервые методология «шесть сигм» была внедрена в компании «Motorola» в 80-х годов прошлого столетия. Чуть позже этот подход был использован и в компании General Electric etc. Трудности, которые возникли при внедрении стандартов ISO 9000 и модели TQM вынудили менеджеров к разработке собственных методов совершенствования деятельности их компаний. Применение этой методологии помогло крупным и мелким компаниям решить различного рода проблемы, улучшить процессы, повысить удовлетворенность потребителей и увеличить прибыль. В 1988 г. Моторола получила национальную премию имени М. Болдриджа в области качества, как итог десятилетней программы улучшения качества.
Экономический эффект от внедрения нового подхода был впечатляющим [1]. Так, например, компания «Элайд Сигнал» (Allied Signal) сообщила об экономическом эффекте в 800 млн. дол., полученном между 1995 и 1997 гг. за счет осуществления инициативы совершенствования под знаком «шесть сигм». Компания «Дженерал Электрик» (GE) в третьем квартале 1997 г. сообщила об увеличении прибыли с 13,8 до 14,5%, что принесло ей 600 млн. дол., извлеченных благодаря инициативе «шесть сигм» в сфере качества.
|
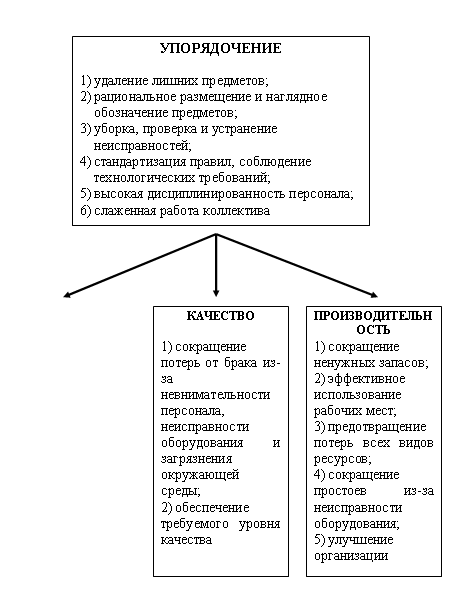
Рис. 11.2. Влияние системы «Упорядочение» на
производительность, качество и безопасность
В краткой информации для акционеров по итогам 1999 г. указано, что инициатива «шесть сигм» в 1999 г. принесла «Дженерал Электрик» более 2 млрд. дол. прибыли.
Принципы, на которых основана концепция «шесть сигм» во многом похожи на принципы модели TQM. Этой системе также присуще и повсеместное использование статистических методов. Сущность концепции заключалась в снижении вариабельности процессов и стабилизации характеристик продукции. Для соответствия идее «6 сигм» необходимо чтобы показатель допуска на некоторую важную характеристику продукции имел естественный разброс в процессе производства продукции в таких устойчивых границах, что бы он укладывался в согласованные границы допуска 12 раз, что как раз и составляет + 6 сигм.
Компания «Дженерал Электрик» сформулировала основную идею этого подхода так: «Наши потребители чувствительны к разбросу, а не к среднему значению». Этот подход получил наименование «шесть сигм». Сигма – это греческая буква, которую в математической статистике обычно используют для обозначения квадратичной ошибки, задаваемой распределением некоторой случайной величины.
В методологии «шесть сигм» [6] использовались несколько обобщающих показателей качества для подтверждения продукции, услуг и связанных с ним процессов:
1) число дефектов на миллион изделий (1 000 000 х число дефектов);
2) Cpk – расстояние от среднего значения измеряемого параметра процесса до ближайшей границы допуска – 3 сигма, где сигма - стандартное отклонение процесса;
3) затраты, связанные с плохим качеством – затраты связанные с переделкой, браком, предотвращением и разрешением проблем, экспертизой качества ( измеряются в процентах от продаж);
4) уровень разброса параметров – расстояние от среднего значения измеряемого параметра процесса до ближайшей границы допуска, измеренное в единицах стандартного отклонения сигма.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 |
