


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Объемно-календарный план производства
Принципы подготовки ОКПП заключаются в следующем. Напомним, что периодом производственного планирования в системе БЭСТ-5 является календарный месяц. В рамках этого календарного месяца данные некоторых плановых документов могут быть разделены на более мелкие периоды – сутки. При этом разделение на сутки используется только для контроля хода производства: отдельные документы за интервалы времени менее месяца не формируются.
На один и тот же календарный период может быть сформировано несколько ОКПП. При этом один из них позиционируется как основной, а остальные – как дополнительные. Дополнительный план может быть сформирован в том случае, если после утверждения и запуска в производство основного плана на предприятии было решено скорректировать его объемы на плановый период. Такая возможность корректировки определяется в рамках настройки параметров приложения. Отметим, что дополнительные планы могут как увеличивать, так и уменьшать значения числовых данных, представленных в основном плане.
Основной и дополнительный планы независимы друг от друга. Для каждого плана ( как основного так и дополнительного) формируется собственный комплект плановых документов: план-график, потребность в материалах, наряд - задания, лимитно-заборные карты.
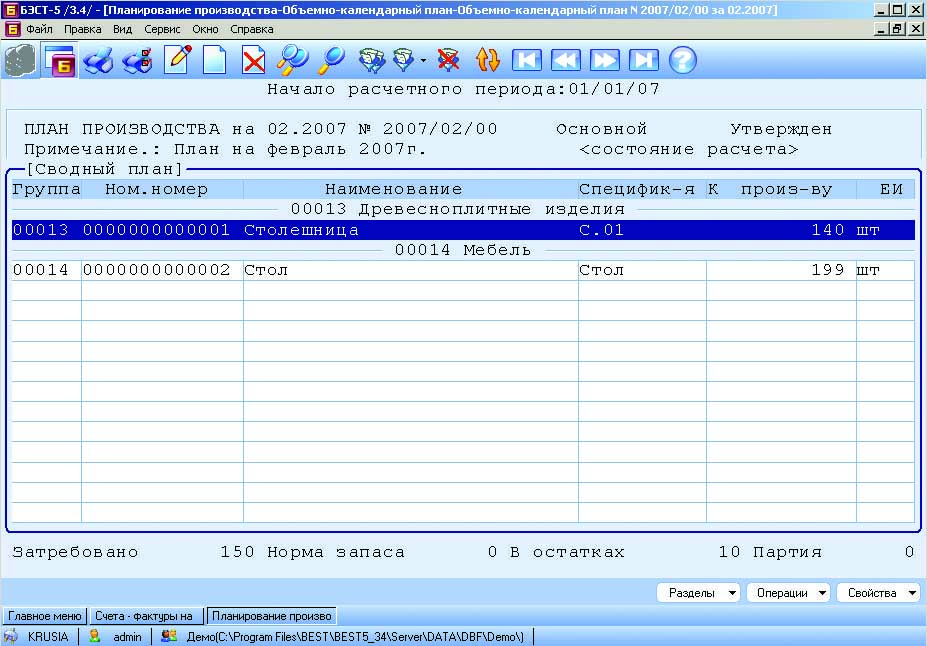
Рисунок 9‑60 Объемно-календарный план производства
ОКПП (Рисунок 9‑30) формируется на основе двух источников данных:
- Производство на заказ. В этом случае потребность в продукции планируется на основе объемов продукции из заказов покупателей. Эта потребность формируется автоматически – с помощи специальной расчетной процедуры; Производство на склад. В этом случае потребность в продукции формируется маркетинговой службой предприятия без учета заказов клиентов. Информация о потребности в текущей версии вводится вручную, а содержание заказов покупателей, в отличие от предыдущего варианта, прямого влияния на объемы планирования не оказывает.
В результате суммирования этих двух видов данных в приложении формируется итоговый ОКПП. По желанию пользователя количество, полученное по той или иной позиции итогового ОКПП, может быть скорректировано – т. е. либо уменьшено с учетом остатков на различных местах хранения, либо увеличено на величину нормы запаса, либо до достижения требуемого объема партии. Необходимость внесения таких корректив определяется пользователем – в режиме настройки параметров приложения. Полный объем корректировок возможен в основном плане, а в дополнительном – только применительно к размеру партии.
План-график выпуска продукции
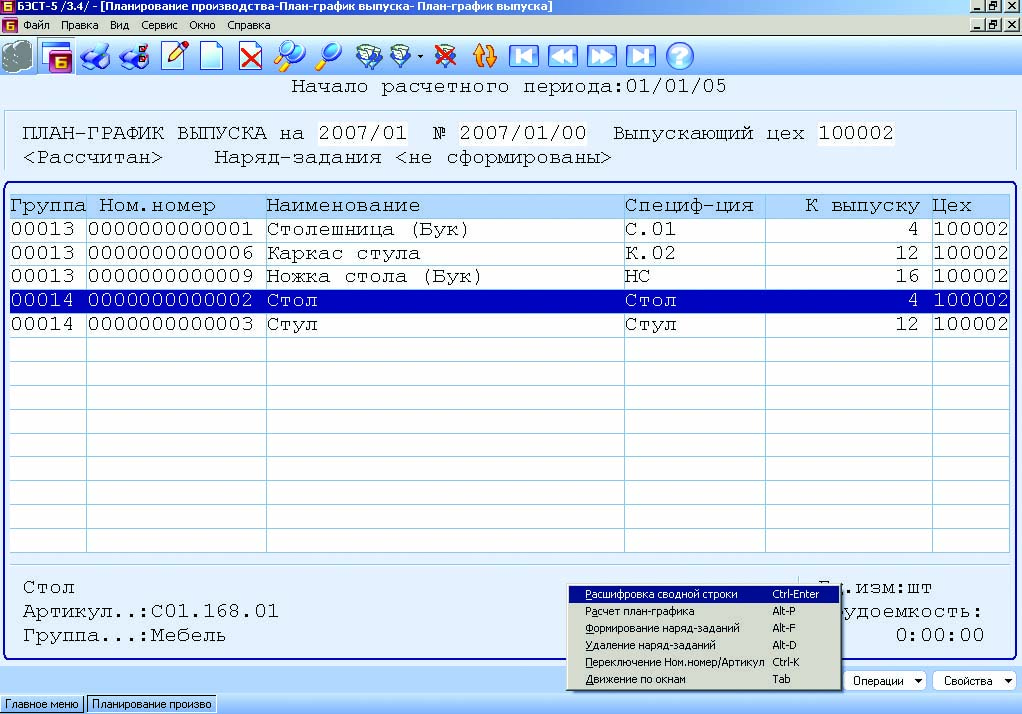
Рисунок 9‑61 План-график выпуска продукции
После утверждения ОКПП происходит разузлование его компонентов. Разузлование выполняется на основании данных спецификаций. В результате, с одной стороны, формируется план-графика выпуска продукции и полуфабрикатов, и, с другой стороны, плановая потребность в материалах и покупных полуфабрикатах.
План-график выпуска продукции (Рисунок 9‑31) формируется по каждому конкретному цеху. Его строки представляют собой наименования продукции и полуфабрикатов/элементов/узлов, входящих в эту продукцию, данные об их номенклатурном номере и группе, к которой они относятся.
По каждой строке указаны количества, которые следует выпустить и сформированы графики выпуска – с распределением этих количеств по датам, лежащим в границах планового периода. Для каждого компонента также рассчитывается трудоемкость изготовления.
Ввод и корректировка данных в этом функциональном режиме не производятся. Здесь предусмотрены только процедура расчета плана, формирования и удаления наряд-заданий.
План потребности
Как и план-график выпуска продукции, план потребности в материалах и полуфабрикатах является результатом разузлования ОКПП, выполняемого на основе спецификаций.
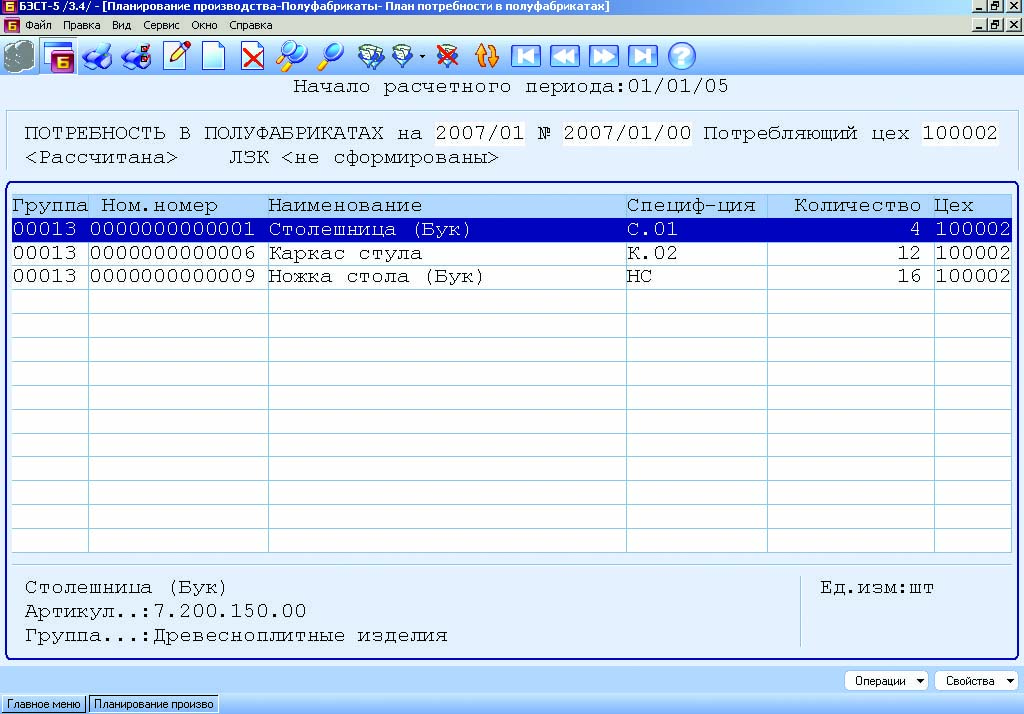
Рисунок 9‑62 План потребности в полуфабрикатах
Напомним, что формирование плана потребности в материальных ресурсах, необходимых для производства продукции, осуществляется с помощью группы режимов, находящихся в папке План потребности.
Первый из этих режимов – Полуфабрикаты – предназначен для определения потребности в полуфабрикатах, используемых для производства продукции, указанной в ОКПП и выпускаемых силами предприятия. Второй – Материалы – определяет потребность в материалах, используемых при производстве данной продукции и ее компонентах, а также в полуфабрикатах покупного происхождения.
Каждая строка плана потребности в полуфабрикатах (Рисунок 9‑32) содержит наименование полуфабриката, сведения о его номенклатурном номере и номенклатурной группе, код спецификации, на основе которой он изготавливается, требуемое количество и название потребляющего цеха.
В строках плана потребности в материалах указаны группа, номенклатурный номер, название материала, аналитический признак (т. е. аналитика этой номенклатуры, если она имеется), количество и потребляющий цех. Ввод и корректировка данных в обоих режимах не предусмотрены. Они предназначены для выполнения расчета содержимого планов, формирования и удаления лимитно-заборных карт.
•
При планировании потребности в материалах предполагается, что остатки, находящиеся в цехах, используются для выполнения предыдущих производственных планов.
Наряд-задания
Наряд - задания (также называемые маршрутными листами) – это плановые документы, формируемые на основании план-графика выпуска готовой продукции полуфабрикатов (Рисунок 9‑33). По сути, они представляют собой задания для цехов.

Рисунок 9‑63 Наряд-задание
Реестр Наряд-задания находится в приложении УЧЕТ ПРОИЗВОДСТВА. Создавать и удалять документы в нем нельзя. Данные действия выполняются с помощью специального пункта меню в режиме План-график выпуска приложения ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА.
Наряд-задания формируются для производственных цехов на каждый выпускаемый полуфабрикат. В заголовке документа отражаются наименование полуфабриката, количество, которое нужно произвести, и общая трудоемкость.
Строки наряд-задания – это перечень операций, которые следует выполнить для изготовления данного полуфабриката согласно его спецификации. Помимо плановых данных, в наряд-задании присутствуют данные о фактическом выполнении операций. Ежедневные данные о фактическом выполнении каждой операций вводятся вручную – в режиме работы с конкретным наряд-заданием (в приложении УЧЕТ ПРОИЗВОДСТВА). На их основе автоматически рассчитываются данные о фактическом выполнении плана по каждой операции и по продукции, указанной в заголовке наряд-задания.
•
Для тех, кто не приобрел приложение ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА, в приложении УЧЕТ ПРОИЗВОДСТВА предусмотрен режим Учет выработки. Он предназначен для ввода фактических данных о выработке.
Лимитно-заборные карты создаются на плановый период – для каждого производственного цеха в отдельности. На покупные ТМЦ и полуфабрикаты собственного производства оформляются отдельные лимитно-заборные карты.
Отпуск ТМЦ по лимитно-заборным картам в общем случае может производиться с нескольких мест хранения и в несколько этапов. При каждом отпуске оформляются обычные документы на передачу ТМЦ в производство.

Рисунок 9‑64 Лимитно-заборная карта
Учет производстваПриложение Учет производства адресовано предприятиям с производством сборочного типа, осуществляющим выпуск готовой продукции на склад и на заказ.
Функции данного приложения:
- Ведение технологических спецификаций на сборку продукции; Создание конфигурируемых спецификаций для сборки изделий с учетом запросов конкретных заказчиков; Учет наличия и движения материалов и полуфабрикатов на складах сырья, в межцеховых кладовых и в рабочих центрах; Учет производства продукции и полуфабрикатов в разрезе рабочих центров; Учет расходования материалов и комплектующих на выпуск продукции по нормам и фактически; Раздельный учет фактического расхода материалов и комплектующих на стандартную продукцию и брак, а также учет материалов в незавершенном производстве; Формирование материального отчета рабочих центров о выпуске продукции и расходе материалов за произвольный период; Формирование актов учета выработки; Расчет плановой себестоимости; Расчет фактической себестоимости полуфабрикатов и готовой продукции.
•
Под производством продукции на заказ в системе БЭСТ-5 подразумевается сборка изделий с использованием типовых элементов и типовых технологий – с учетом запросов конкретного клиента. В частности, подобная сборка широко практикуется в мебельном производстве, при пошиве готовой одежды и пр.
Принципы производственного учета
Производственный учет ведется на уровне следующих структурных подразделений:
- Сырьевых складов, на которых хранятся покупные сырье, материалы и полуфабрикаты, поступившие от поставщиков. Перечень этих мест хранения определяется в рамках настройки приложения Сырье. Материалы; Межцеховых кладовых, в которых хранятся покупные сырье, материалы и полуфабрикаты, переданные в производство, а также полуфабрикаты собственного изготовления. Как и сырьевые склады, эти места хранения должны быть описаны пользователем – в рамках настройки приложения СЫРЬЕ. МАТЕРИАЛЫ; Рабочих центров. Рабочим центром (РЦ) в системе БЭСТ-5 называется место выполнения производственных процессов. В реальной производственной практике к этому термину наиболее близок термин «участок». На небольших производствах термин «рабочий центр» совпадает по смыслу с термином «цех»; Сложных рабочих центров. Сложный рабочий центр (СРЦ) представляет собой совокупность технологически или организационно связанных рабочих центров. К этому наиболее близок термин «Цех».; Складов готовой продукции, получающих продукцию из производства и реализующих ее покупателям. Это места хранения с типом склад, определенные пользователем в рамках настройки приложения Товары. Продукция.
Как следует из только что сказанного, смысловая нагрузка термина «рабочий центр» целиком и полностью зависит от специфики производства и структуры производственных служб предприятия пользователя. Для описания состава имеющихся рабочих центров применяется Справочник рабочих центров (папка Настройка, справочники).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 |
