

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
9.6. Методы формирования рекомендаций по оптимизации различных процессов
Комплексные САК охватывают все этапы консультирования проблем. Автоматизация формирования рекомендаций по решению консультационных задач различных процессов включает в себя разработку принципиальных схем процессов, маршрутной технологии, операционной технологии и получение управляющей информации на машинных носителях для программно-управляемого процессоного оборудования.
Любой процесс независимо от его физической природы всегда можно представить в виде некоторой КП, а следовательно, для его организации следует применять системный подход, сущность которого заключается в комплексном, едином рассмотрении всех частей технологических систем и в гармоническом их сочетании.
Постановку задачи оптимизации рекомендаций по решению задач проектирования заданного процесса - как консультируемой проблемы, можно представить следующим образом (рис. 9.7).
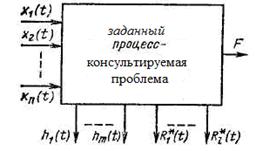
Рис. 9.7. Постановка задачи оптимизации рекомендаций по решению задач проектирования заданного процесса - как консультируемой проблемы
Заданный процесс рассматривается как КП, на вход которого поступает вектор X(t)=(х1(t),...,xn(t)) входных переменных, а скалярный ныход F характеризует качество заданного процесса. Требуется сформировать рекомендации по такому вектору управляющих воздействий
![]()
который минимизировал бы значение показателя F, т. е.

Выходы h1(t), ..., hm(t) характеризуют состояние заданного процесса и индицируют нежелательные режимы работы процессных средств или выход контролируемых параметров заданного процесса за установленные пределы:

где bj — требуемые или допустимые значения соответствующих параметров.
Таким образом, оптимизация рекомендаций по решению задач проектирования заданного процесса рассматривается как задача определения оптимального вектора управления R*ит(t), минимизирующего целевую функцию F(Х(t), R(t) при условии выполнения заданных ограничений.
Подобные задачи оптимизации решают в два этапа. На первом этапе определяют идеальный вектор управления R*ит(t), обеспечивающий оптимизацию заданного процесса. Практически реализовать это не представляется возможным, и вектор R*ит(t) является эталоном, к которому надо стремиться. Зная R*ит(t), на втором этапе выбирают реализуемый квазиоптимальный вектор управления, с помощью которого стараются получить рекомендацию, наименее отличающуюся от идеальной и в то же время реализуемую наиболее просто.
Следует отметить, что в большинстве практических случаев оптимизированные рекомендации по решению задач проектирования заданных процессов дополнительно подвергаются наладке и корректировке, поскольку при построении математических моделей процессов невозможно учесть все влияющие на процесс факторы.
На любой заданный процесс оказывает влияние множество случайных факторов. Так, например, на технологический процесс ихготовления механических изделий влияет неточность тенических средств, неточности режущего инструмента и приспособлений, внутренние напряжения обрабатываемой детали, разброс параметров у электрорадиоэлементов при монтаже электронных схем и т. д. Поэтому параметры изготовляемых изделий являются случайными величинами, причем влияние действующих случайных факторов на изменение параметров изделий можно, как правило, определить исходя из статистического анализа. В подобных случаях очень важно учитывать характер взаимосвязи между случайными величинами. Для количественного выражения этой взаимосвязи служат регрессия и корреляция. Остановимся более подробно на этих понятиях.
Пусть х и у — случайные величины, характеризующие параметры некоторой КП, причем упорядоченная пара (х, у) характеризует параметры одного варианта рекомендации КП и может быть изображена точкой на плоскости. Полная совокупность вариантов рекомендаций изображается множеством точек, показанных на рис. 9.8. Математические ожидания случайных величин х и у равны соответственно М(х) и М(у), и среднеквадратичные отклонения σх и σу характеризуют рассеивание величин х и у относительно их математических ожиданий.
Рассмотрим зависимость ![]() (х), являющуюся условным математическим ожиданием М(х|у). Используя выражение для условного математического ожидания и обозначая через р(х, у) совместную вероятность данных значений х и у, находим
(х), являющуюся условным математическим ожиданием М(х|у). Используя выражение для условного математического ожидания и обозначая через р(х, у) совместную вероятность данных значений х и у, находим
 (9.54)
(9.54)
Определяя ![]() (х) при различных х, можно построить линию, графически выражающую эту зависимость и называемую линией регрессии у по х (рис. 9.8).
(х) при различных х, можно построить линию, графически выражающую эту зависимость и называемую линией регрессии у по х (рис. 9.8).
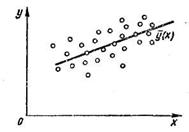
Рис. 9.8. Линия регрессии
Аналогично может быть получена зависимость ![]() (у), называемая регрессией х по у.
(у), называемая регрессией х по у.
На практике наиболее часто встречается случай линейной регрессии, уравнение которой записывается в виде
![]() (9.55)
(9.55)
Коэффициенты а и b выбирают такими, чтобы получить наибольшую концентрацию точек (х, у) вблизи прямой ![]() (х), что выражается условием
(х), что выражается условием
 (9.56)
(9.56)
Выражение (9.56) с учетом (9.55) дает следующую систему уравнений для определения коэффициентов a и b:
 (6.57)
(6.57)
Величину μху = М[у(х—М(х))] называют ковариацией между х и у. Она служит мерой взаимной связи между случайными величинами а и b.
Из (9.57) находят значения

определяющие линию регрессии.
Ковариация μху зависит от дисперсий самих случайных величин, поэтому для оценки взаимосвязи между случайными величинами более удобен коэффициент корреляции rху=μху/(σхσу), который может меняться от нуля для независимых случайных величин до единицы, если случайные величины связаны линейной функциональной зависимостью. При технологическом проектировании в качестве критериев оптимальности рекомендаций могут рассматриваться такие показатели эффективности, как себестоимость производства изделий, производительность технологических процессов, основное технологическое время и т. д.
Методы оптимизации формирования рекомендаций по решению задач проектирования заданных процессов рассмотрим на примерах управления технологическим процессом производства магнитоуправляемых контактов и управления технологической установкой.
Пример 9.6. Формирование рекомендаций по управлению технологическим процессом на основе текущего регрессионного анализа. Рассмотрим технологический процесс производства магнитоуправляемых контактов (МК). Основная задача производства МК — получение изделий с заданными величинами напряженности магнитного поля Θ и зазора S между контактами.
Одной из задач автоматизации формирования рекомендаций по проектированию технологического процесса производства МК является определение функциональной связи между величинами Θ и S с последующей реализацией математической модели процесса управления заварки лепестков МК на управляющей ЭВМ.
Схема управления заваркой лепестков МК приведена на рис. 9.9.
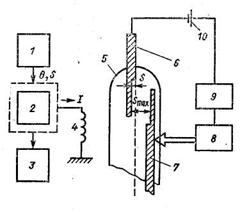
Рис. 9.9. Схема управления заваркой лепестков МК:
1— пульты статистического контроля Θ и S; 2 — управляющая ЭВМ; 3—блок выдачи рекомендаций технологу; 4 — катушка МК; 5—стеклянный баллон; 6, 7 — верхний и нижний пружинные контакты; 8 — исполнительный механизм; 9 — регистрирующее устройство; 10 — источник питания
Технологический процесс установки зазора по заданной напряженности магнитного поля состоит в следующем: заваривается верхний пружинный контакт 6; нижний пружинный контакт 7 отводится исполнительным механизмом 8 на максимальное расстояние; в катушку 4 подается ток, значение которого обеспечивает заданную величину напряженности магнитного поля для срабатывания МК; начинается движение контакта 7 к контакту 6.
Движение контактов происходит до момента их замыкания под действием поля катушки 4. Значение поля пропорционально силе тока I,
протекающего в катушке. При замыкании регистрирующее устройство 9 срабатывает и останавливает исполнительный механизм 8; нижний пружинный контакт 7 заваривается, зазор становится равным величине S. Исследования показывают, что величины Θ и S после заварки не связаны жесткой функциональной зависимостью. Характер геометрического места точек Θ(S) зависит от многих факторов — качества исходного материала, режимов операции заварки и т. д.
С пультов статистического контроля 1 данные экспериментов поступают в управляющую ЭВМ 2, в которой непрерывно строятся регрессионные модели и вырабатываются рекомендации по реализации управляющих воздействий на технологический процесс (корректируется сила тока в катушке, выдаются различные рекомендации).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 |
