

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Реакция характеризуется большим тепловыделением и высокой скоростью даже при 650С. Эксперименты на пилотной установке в 300-литровом реакторе периодического действия с рубашкой охлаждения показали, что этот тепловой режим процесса близок к адиабатическому тепловому взрыву несмотря на работающее охлаждение (U=270 Вт/м2/К, S=1,53 м2) [13].
Рассмотрим возможность создания внутренне безопасного полупроточного процесса, который протекает в том же реакторе. Изначально реактор на одну треть заполнен изопропанолом при 65 0С. При проведении процесса в реактор подается пропионовый ангидрид (серией из 10 прямоугольных примыкающих друг к другу импульсов, объемная скорость подачи равна 1,65 дм3/мин при 60 0С). Подача пропионового ангидрида прекращается через 100 мин. по достижении эквимолярного соотношения между реагентами. 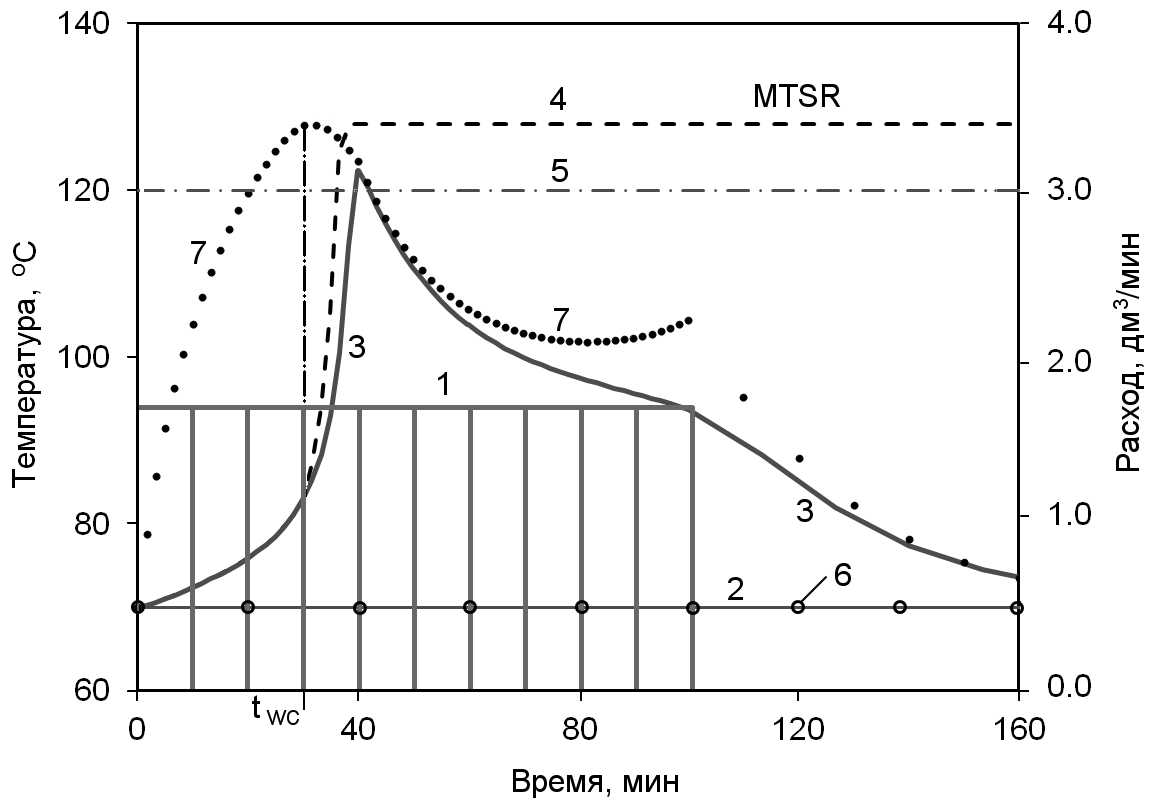
Рис. 15.4. Тепловой режим неоптимизированного процесса: 1 – профиль подачи реагента, 2 – температура хладоагента в рубашке; 3 – температура смеси в реакторе (штатный режим), 4 – адиабатический разогрев при отказе охлаждения (наихудший аварийный сценарий), 5 – максимальная допустимая температура (MPT); 6 – узлы управляющей переменной (температуры в рубашке); 7 – зависимость от момента отключения охлаждения
Температура в рубашке ![]() задана в ступенчатом режиме серией из четырех сегментов. Изначально все ступени были равны 65 0С, длительность ступеней и соединительных участков была одной и той же и равной 20 мин. В заданных условиях процесс протекает во взрывном режиме (рис. 15.4).
задана в ступенчатом режиме серией из четырех сегментов. Изначально все ступени были равны 65 0С, длительность ступеней и соединительных участков была одной и той же и равной 20 мин. В заданных условиях процесс протекает во взрывном режиме (рис. 15.4).
При оптимизации аварийного режима использовался критерий ![]() в сочетании с ограничениями
в сочетании с ограничениями ![]() (здесь содержание компонентов приведено в массовых долях) и
(здесь содержание компонентов приведено в массовых долях) и ![]() мин., что обеспечивает необходимый уровень превращения реагентов при нормальном режиме протекания процесса. При моделировании
мин., что обеспечивает необходимый уровень превращения реагентов при нормальном режиме протекания процесса. При моделировании ![]() для каждого случая аварии подача реагента прекращалась в момент отключения охлаждения (при моделировании такого рода аварийных сценариев предполагается, что в случае отключения охлаждения подача реагентов в реактор прекращается автоматически; в данном примере был рассмотрен идеализированный случай мгновенного прекращения подачи). Были исследованы четыре варианта оптимизации:
для каждого случая аварии подача реагента прекращалась в момент отключения охлаждения (при моделировании такого рода аварийных сценариев предполагается, что в случае отключения охлаждения подача реагентов в реактор прекращается автоматически; в данном примере был рассмотрен идеализированный случай мгновенного прекращения подачи). Были исследованы четыре варианта оптимизации:
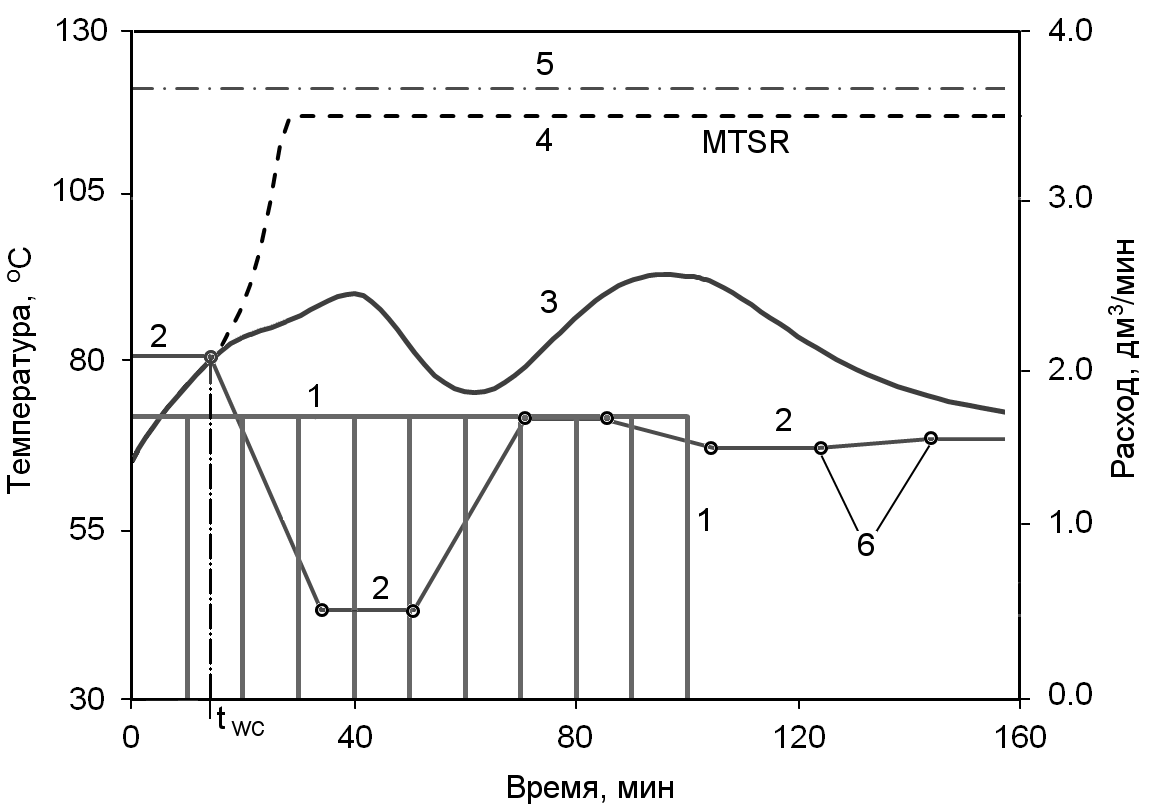
Рис. 15.5 Тепловой режим при оптимизированной температуре в рубашке:1 – профиль подачи реагента; 2 – температура хладоагента в рубашке; 3 – температура в реакторе (штатный режим); 4 – адиабатический разогрев (аварийный режим); 5 – максимальная допустимая температура (MPT); 6 – узлы управляющей переменной (температуры в рубашке).
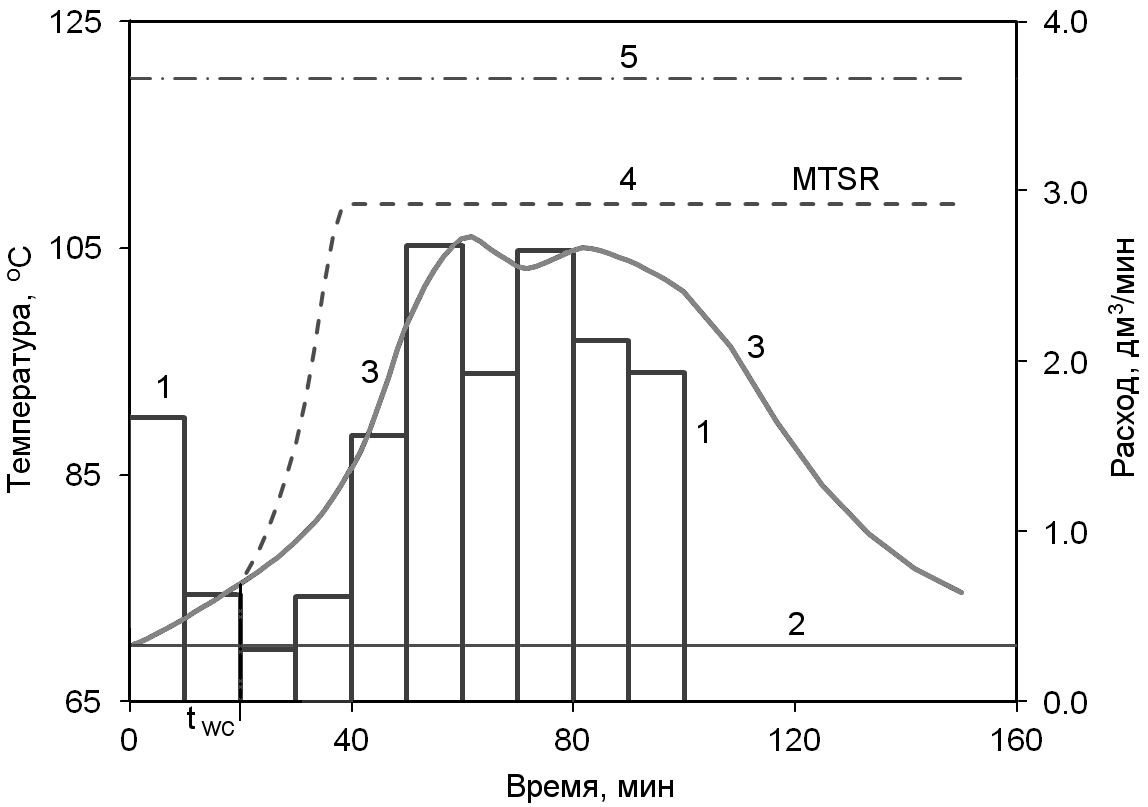
Рис. 15.6. Тепловой режим при оптимизированной подаче реагента (амплитудная модуляция):1 – профиль подачи реагента; 2 – температура хладоагента в рубашке; 3 – температура в реакторе (штатный режим); 4 – адиабатический разогрев (аварийный режим); 5 – максимальная допустимая температура (MPT)
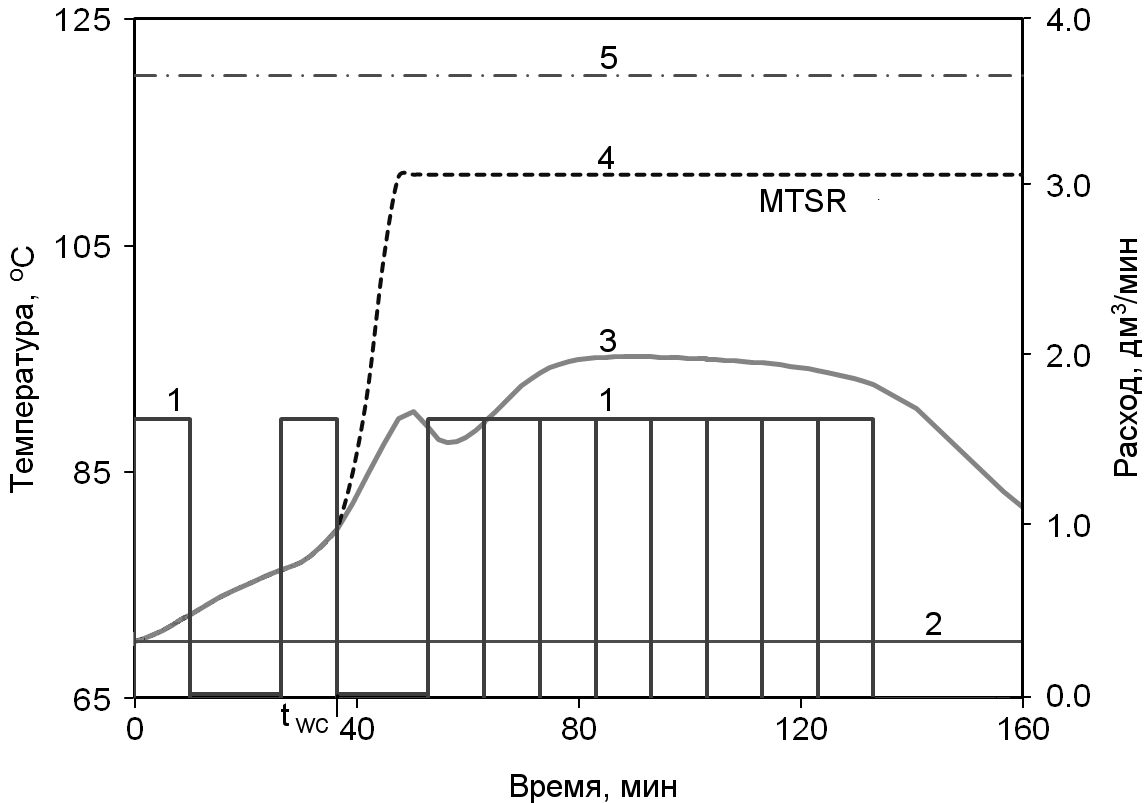
Рис. 15.7. Тепловой режим при оптимизированной подаче реагента (частотная модуляция): 1 – профиль подачи реагента; 2 – температура хладоагента в рубашке; 3 – температура в реакторе (штатный режим); 4 – адиабатический разогрев (аварийный режим); 5 – максимальная допустимая температура (MPT)
Основные результаты сведены в табл. 15.4 для более удобного сравнения и анализа.
Таблица 15.4
Параметры безопасности, полученные при оптимизации разных управляющих переменных
Параметр | Оптимизированная управляющая переменная. | |||
Т-ра в рубашке | Подача (амплитудная) | Подача | Подача и т-ра в рубашке | |
Tmax, oС | 92 | 106 | 95 | 96 |
MTSR, oС | 116 | 109 | 111 | 103 |
twc, мин | 16 | 20 | 35 | 22 |
Представленные результаты позволяют сделать несколько выводов:
- Внутренняя безопасность данного процесса может быть достигнута несколькими способами путем оптимизации той или другой группы управляющих переменных и параметров, которые позволяют учесть такие факторы, как доступность оборудования, возможности системы управления и т. д. Наиболее эффективным методом обеспечения безопасности процесса является управление профилем подачи. Как будет показано ниже, полученный в результате этого рабочий режим оказывается гораздо более устойчивым по отношению к возмущениям управляющих переменных и параметров. При оптимизации аварийного режима в целевую функцию не была включена температура реакционной смеси. Тем не менее, если удовлетворено требование MTSR<MPT, то
15.3. Анализ устойчивости режима процесса
15.3.1. Введение
В предыдущем разделе было показано, что использование методов математического моделирования и нелинейной оптимизации позволяет создать экономически эффективный процесс и одновременно обеспечить максимально достижимый уровень внутренней безопасности. Однако созданный таким образом процесс является идеальным в том смысле, что оптимальный режим был найден в предположении, что поддерживаются точные значения всех управляющих переменных и параметров. В действительности из-за неидеальности систем контроля и управления управляющие переменные и параметры подвержены отклонениям от оптимальных значений в пределах неких допусков. Оптимизированный процесс может быть реализован и будет иметь практическую ценность при условии, что нормальный режим функционирования устойчив по отношению к допустимым отклонениям управляющих параметров и переменных. В связи с этим следующим обязательным шагом после оптимизации процесса является анализ его устойчивости.
Анализ устойчивости нелинейного нестационарного процесса – сложная задача, которая обсуждается в многочисленных работах (напр., [15-18]). Большинство предложенных методов сводятся к попыткам найти подходящие критерии устойчивости. Многие предлагаемые критерии очень специфичны для конкретных процессов. Наиболее универсальный критерий, который может применяться к различным типам процессов, разработан на основе теории хаоса [16, 17]. Система считается приближающейся к аварийному состоянию, если ее дивергенция становится положительной. Важным преимуществом этого критерия является то, что он может быть рассчитан без использования каких-либо моделей на основе прямых измерений параметров процесса и поэтому подобные критерии позволяют создавать системы ранней диагностики аварий.
Оптимизацию для анализа устойчивости используют лишь несколько авторов [см., напр. 19] несмотря на то, что этот подход дает наиболее универсальное решение задачи. Более того, во многих случаях, например, когда управляющие переменные являются сложными функциями времени, оптимизационные методы являются единственно возможными. Ниже рассматривается группа методов, обеспечивающих эффективный анализ устойчивости различных процессов.
Анализ устойчивости режима протекания процесса предназначен для определения его чувствительности к допустимым отклонениям управляющих переменных и параметров от их нормальных значений. Такой анализ является предметом нескольких теорий. Обычно они фокусируются на анализе устойчивости стационарных режимов. Тем не менее, многие процессы являются принципиально нестационарными (процессы в закрытом и полупроточном реакторах, в реакторе идеального вытеснения), и очень часто главный интерес представляют именно переходные режимы, особенно если оцениваются реакционные опасности процесса. В случае нестационарного процесса возмущение любой управляющей переменной в любой момент времени влияет на весь последующий ход процесса. Классические теории в этих случаях неприменимы. Более того, для анализа устойчивости нестационарных процессов не существует какого-либо универсального метода.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 |
