


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
По меньшей мере, один молочный завод в Венгрии.
Справочная литература
[148, Sole, 2003 г.]
7.7.5.5 Использование пастеризаторов непрерывного действия
Описание
В непрерывной пастеризации используются проточные теплообменники, например, трубчатые или пластинчатые. Они имеют секции нагрева, выдержки и охлаждения. Для уменьшения потребления энергии и снижения количества сточных вод используются пастеризаторы непрерывного действия вместо пастеризаторов периодического действия.
Экологические эффекты от внедрения метода
Уменьшение потребления энергии и количества сточных вод по сравнению с пастеризаторами периодического действия.
Эксплуатационные данные
Емкостная пастеризация проводится при температуре от 62 до 65ºC в течение 30 минут. Пастеризаторы непрерывного действия могут осуществлять кратковременную высокотемпературную пастеризацию (HTST) и кратковременную пастеризацию с высокой степенью нагревания (HHST). HTST использует температуру от 72 до 75ºC с выдержкой 15 – 240 секунд. HHST использует температуру от 85 до 90ºC с выдержкой 1 – 25 секунд.
Применимость
Применяется на молочных заводах.
Экономические показатели
Снижение затрат на энергию и очистку сточных вод.
Справочная литература
[134, AWARENET, 2002 г.]
7.7.5.6 Регенеративный теплообмен в процессе пастеризации
Описание
Пастеризаторы обычно оснащены рекуперативными противоточными нагревательными секциями. Поступающее молоко предварительно нагревается горячим молоком, покидающим секцию пастеризации.
Экологические эффекты от внедрения метода
Уменьшение потребления энергии.
Эксплуатационные данные
Таким способом может быть получена экономия более 90% энергии.
Сообщается, что, на приводимом в качестве примера молочном заводе за счет применения рекуперации тепла между прошедшим термообработку продуктом и входящим продуктом удельное потребление энергии с 148000 ккал/т было уменьшено на 80%, т. е., до 29000 ккал/т. Температуры процесса следующие:
- начальная температура 4 ºC;
- температура нагрева в секции регенерации 65 ºC;
- температура пастеризации 78 ºC;
- температура охлаждения в секции регенерации 20 ºC;
- температура охлажденного пастеризованного молока 4 ºC.
Также теплообменники применялись для рекуперации тепла между входящим холодным продуктом, т. е., холодным молоком, и паром, образующимся в результате экстракции во время вакуумного расширения после обработки сверхвысокой температурой (UHT). Удельное потребление энергии, составляющее 251000 ккал/т, может быть снижено на 26%, т. е., до 185000 ккал/т. Температуры проведения процесса следующие:
- начальная температура молока 4 ºC;
- температура нагрева в секции регенерации 70 ºC;
- температура сверхвысокотемпературной обработки 140 ºC;
- температура охлаждения и фасовки UHT молока 25 ºC.
Еще один пример был взят с нового молочного завода, на котором было установлено девять пластинчатых теплообменников с более высокой эффективностью регенерации. Были сделаны расчеты для оценки эффект от увеличения степени регенерации с 85 до 91% или с 91 до 95%. Была получена экономия тепловой энергии 2712 МВтч/год и электричества 542 МВтч/год, при инвестиционных расходах 370000 евро. Период окупаемости составил 3,6 года.
Применимость
Широко применяется на молочных заводах. На старых молочных заводах потребление энергии для нагрева и охлаждения можно снижать и далее за счет замены старых пластинчатых теплообменников более эффективными новыми.
Экономические показатели
Снижение энергозатрат.
Движущая сила внедрения
Снижение энергозатрат.
Примеры предприятий
Молочный завод в Дании.
Справочная литература
[42, Северный совет министров, и другие, 2001 г., 75, Italian contribution, 2002 г.]
7.7.5.7 Уменьшение необходимости в очистке центрифуг за счет улучшенной предварительной фильтрации и кларификации молока
Описание
При улучшении процессов предварительной фильтрации и кларификации молока минимизируется количество осадков в центробежных сепараторах, приводя к уменьшению частоты их очистки.
Экологические эффекты от внедрения метода
Уменьшение потребления воды и загрязнения сточных вод.
Применимость
Применяется на молочных заводах.
Справочная литература
[134, AWARENET, 2002 г.]
7.7.5.8 Двухступенчатая сушка при производстве сухого молока
Описание
После сгущения молока с содержания сухого вещества 11% до 48 – 52 % в вакуум-выпарном аппарате, сгущенное молоко может высушиваться до содержания сухого вещества 95 – 97%. При производстве сухого молока используются распылительные сушилки. В настоящее время распространение получают распылительные сушилки с дополнительным или интегрированным псевдосжиженным слоем (FBD) (Рисунок 2.13). Объясняется это их более низким потреблением энергии, снижением пылеуноса и уменьшением термического воздействия на продукт.
Процесс распылительной сушки с использованием дополнительным FBD называется также двухступенчатой сушкой. На рисунке 7.66 показан процесс двухступенчатой сушки, выполняемый с использованием распылительной сушилки с центробежным распылителем и отдельной внешней FBD. Выходящий воздух фильтруется CIP фильтром, состоящим из рукавного фильтра без циклона (см. Раздел 7.7.3.7.1).
При использовании двухступенчатой сушки можно получить более качественный продукт с меньшей остаточной влажностью, а также достичь более эффективной утилизации тепла. Твердые частицы покидают распылительную сушилку с остаточной влажностью 3 – 5%. Окончательный этап сушки происходит при мягких условиях с низким потреблением энергии.
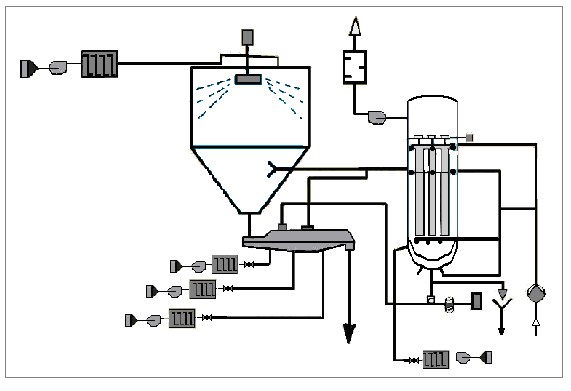
Рисунок 7.66 - Процесс двухступенчатой сушки на большом молочном заводе
Экологические эффекты от внедрения метода
Уменьшение потребления энергии и воды. Уменьшение выбросов пыли.
Воздействие на различные экологические среды
Распылительные сушилки производят шум и могут образовываться взрывоопасные смеси пыли/воздуха.
Эксплуатационные данные
Большой молочный завод в Германии производит сухое молоко из обезжиренного молока и сухую молочную сыворотку из сладкой сыворотки. Он перерабатывает 240000 тонн сырого молока и производит 19000 тонн сухого молока и сухой сыворотки. Молочный завод использует систему двухступенчатой сушки производительностью 1 т/ч. Объем отработанного газа составляет 45000 м3/ч. На процесс производства сухих продуктов приходится наибольшая доля, т. е., 58%, потребляемой заводом тепловой энергии, т. е., 39 миллионов КВтч от общего потребления 67.5 миллионов КВтч в 2000 году. Около 30% от всего потребления энергии, т. е., 18 миллионов КВтч, приходилось собственно на процесс сушки.
В этом случае потребление электроэнергии составляло 315.8 КВтч на тонну продукта или 25 КВтч на тонну сырого молока. Удельное потребление тепловой энергии составляло 2052,6 КВтч на тонну продукта или 162,5 КВтч на тонну сырого молока. Учитывая тот факт, что около 600 КВтч энергии требуется на выпаривание 1 тонны воды, эти цифры близки к теоретической потребности в энергии. Общее потребление воды для обеспечения работы сушилки также было небольшим, т. е., 9500 м3 или 0,5 м3 на тонну продукта или 0,04 м3 на тонну сырого молока.
Сообщается, что при использовании интегрированной FBD потребление энергии для сушки может быть уменьшено примерно на 20%. Инвестиции включают дополнительные капитальные и эксплуатационные затраты.
Требуется защита от пожара и взрыва. Примером сигнализации раннего предупреждения о пожаре является обнаружение CO.
Применимость
Применяется в молочной отрасли.
Экономические показатели
Большие капитальные затраты.
Движущая сила внедрения
Снижение затрат на энергию и воду.
Примеры предприятий
Крупный молочный завод по производству сухого молока в Германии.
Справочная литература
[39, Немецкая молочная ассоциация, 2001 г.]
7.7.5.9 Использование системы асептической упаковки, не требующей асептической камеры
Описание
Приводимый в качестве примера молочный завод (также описывается в Разделе 7.7.5.4) получает 450000 литров молока качества, соответствующего требованиям Директивы 92/46/EEC. Завод требует от своих поставщиков использовать механическое доение mechanical milking, иметь надлежащее холодильное оборудование и применять HACCP.
Применяется UHT переработка молока с последующей гомогенизацией и асептической упаковкой в режиме онлайн. В этом процессе используются высокоэффективные теплообменники трубчатого типа. Пакеты в форме параллелепипеда сделаны из слоистого материала с бумажным наполнителем, состоящего из нескольких слоев пластиковой пленки и алюминиевой фольги. Пакеты формируются из непрерывной ленты материала, поступающего в фасовочное оборудование через стерилизационную пероксид-водородную ванну. Впоследствии вокруг линии подачи стерилизованного продукта из ленты формируется рукав, и по мере наполнения пакетов по их внутренней поверхности термосваркой выполняются соответствующие продольные и перекрёстные швы. Такая система непрерывной асептической упаковки не требует асептической камеры.
Процесс упаковки схематически показан на рисунке 7.67. Номера на типовых операциях рисунка 7.67 продолжают нумерацию типовых операций рисунка 7.65.
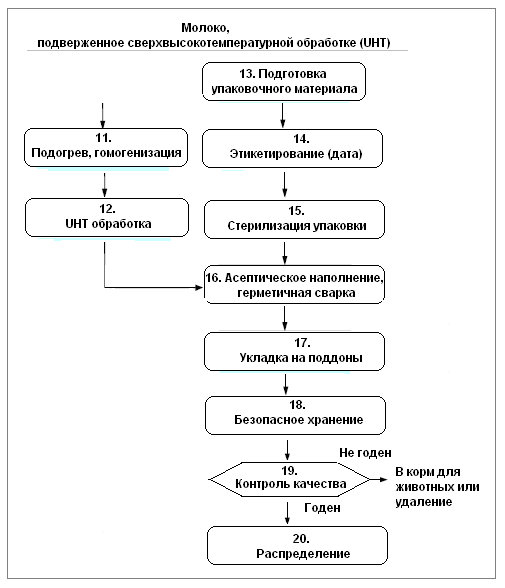
Рисунок 7.67 - Асептическая упаковка UHT молока без асептической камеры
Экологические эффекты от внедрения метода
Экономия энергии в термообработке, меньше отходов упаковки и потерь молока.
Эксплуатационные данные
При использовании этой системы, по сообщениям, брак составляет менее 0,5%.
Применимость
Применяется на новых и существующих предприятиях.
Экономические показатели
Большие инвестиционные расходы.
Движущая сила внедрения
Снижение затрат на энергию и воду.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 |
